
为了适应生产工艺流程、现场监测及检测的要求,实现压力管道、压力容器等设施中支管与主管道或容器筒体的连接,业内广泛采用管座角焊缝作为连接形式。与对接焊缝相比,管座角焊缝结构形式较特殊,主管道或容器筒体往往与支管的壁厚不同,热容量悬殊,焊接升温及焊后冷却速度差异大,如果焊接工艺规范不当,除气孔、夹杂、未熔合等焊接缺陷外,还会出现应力集中面临的问题,长期的应力集中会导致延迟裂纹的出现。此外,在使用过程中,管座角焊缝受力复杂,这种结构不连续部位往往是管道及容器上的应力集中区,受流体冲击、振动和热应力等因素的影响,易出现管座角焊缝开裂、管道泄露等问题,严重威胁着管线及容器的运营安全[1]。
3. 验证试验
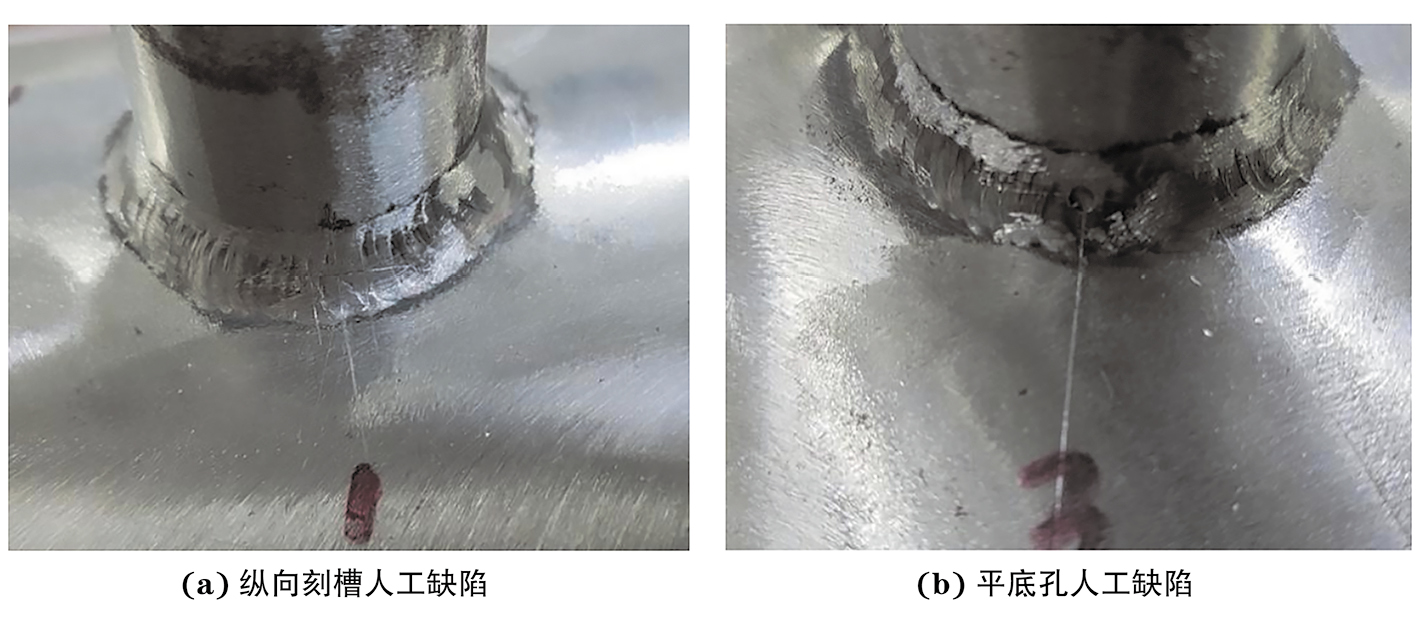
为了验证仿真结果的准确性,分别对316L不锈钢管座角焊缝试件及平板试件进行ACFM检测。管座角焊缝试件如图11所示,角焊缝上包括一处长为10 mm,宽为0.2 mm,深为1 mm的纵向刻槽及一处直径为2 mm,深为1 mm的平底孔两个人工缺陷。检测激励频率为1 kHz,利用TMR传感器分别采集Bx和Bz信号,信号经放大、滤波处理后以电压值表示。检测时手持探头,在焊道上沿周向扫查,扫查速度约为30 mm/s。
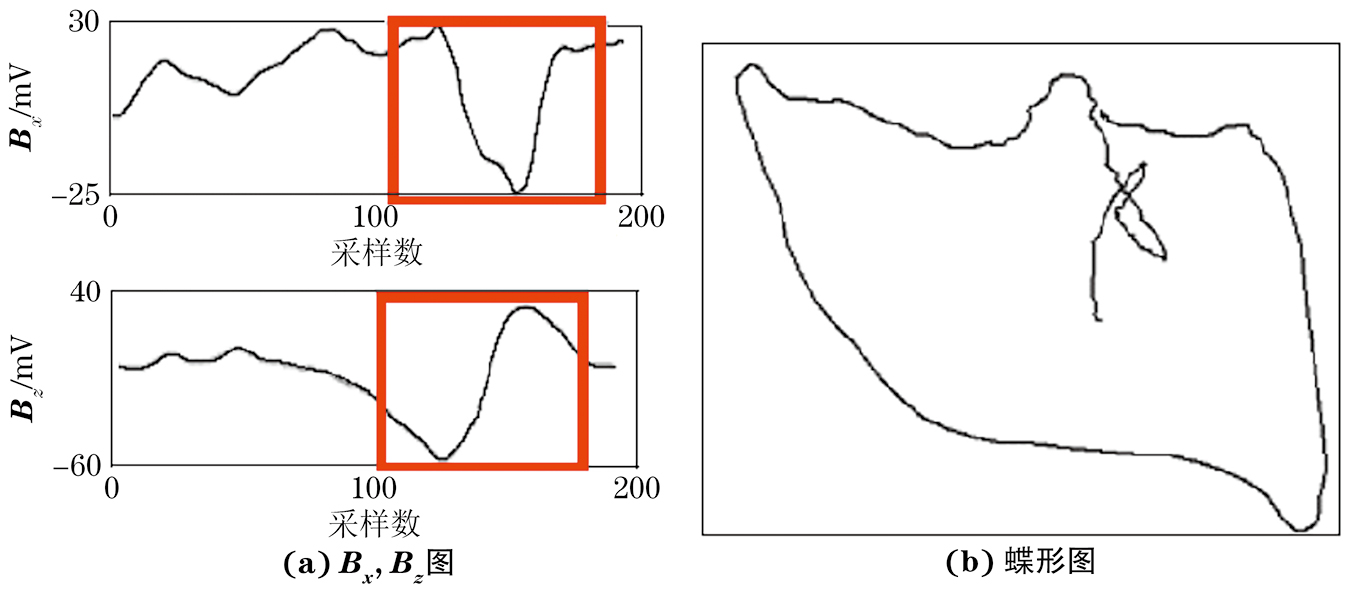
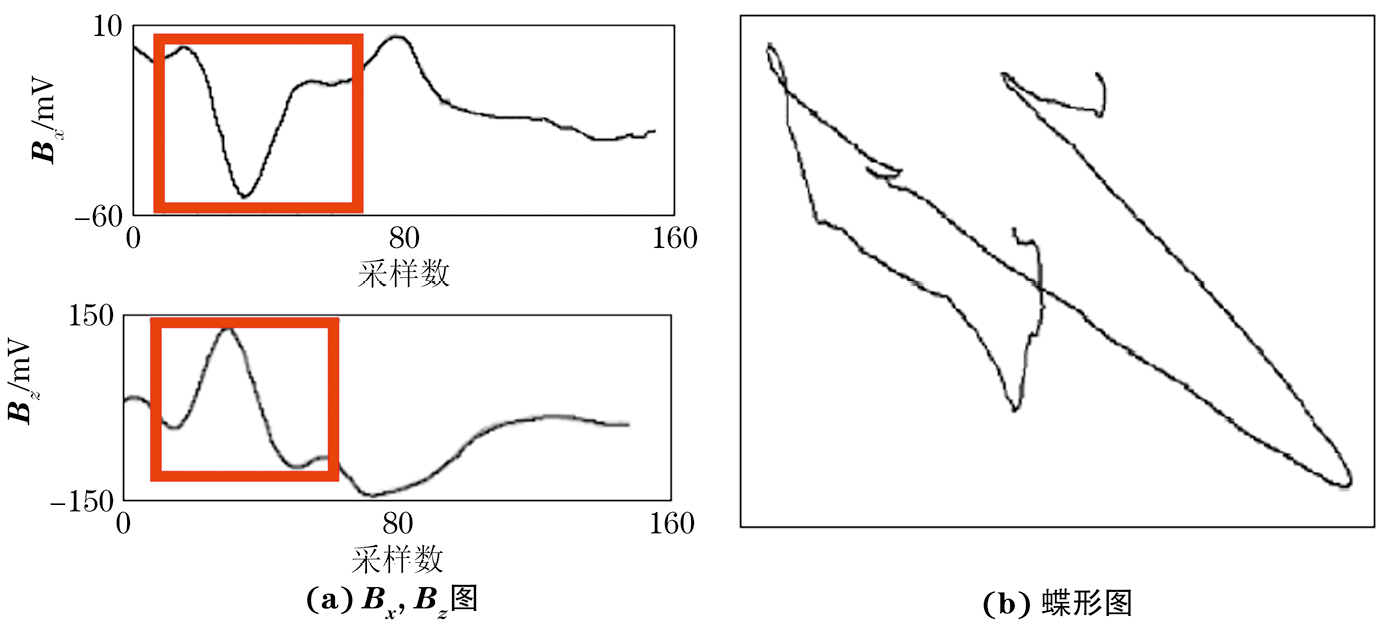
纵向人工刻槽及平底孔的检测结果如图12,13所示,其中的蝶形图为分别以Bx和Bz时域信号为横纵坐标的合成图像。对于纵向人工刻槽及平底孔来说,其Bx和Bz具有以下相同特点:Bx信号在人工刻槽两端及平底孔两侧出现幅值较小的正向波峰,在缺陷中间则呈波谷状,Bz信号则在缺陷的两端或两侧呈正向和负向的波峰,其磁场分布情况与仿真分析结果基本一致。受试件表面焊道凸凹不平的影响,Bx信号的基值波动较大,除缺陷信号外,Bz还存在一定的干扰信号;对于蝶形图,与理想条件下的闭合环形图样有一定的偏差,特别是平底孔人工缺陷,其蝶形图未能形成闭合图样。
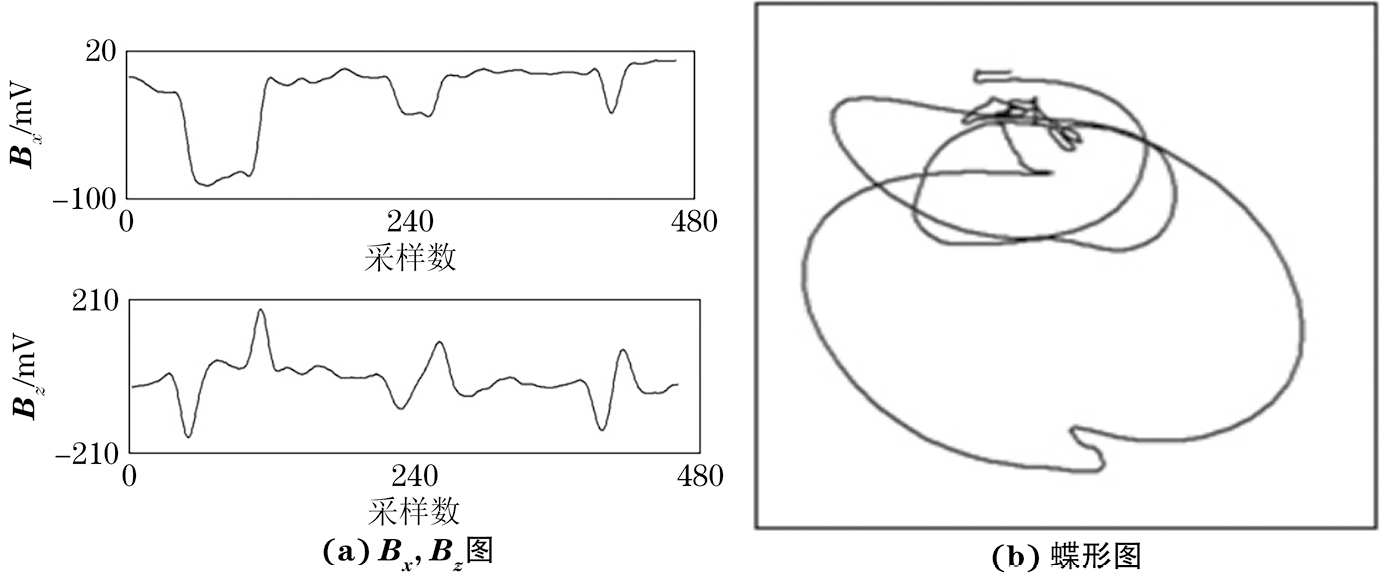
依据ASTM E2261Standard practice for examination of welds using the alternating current field measurement technique标准加工的不锈钢板对比试件上人工缺陷的检测结果如图14所示。对比试件上共有3处人工刻槽(3处刻槽在同一直线上),其中深度为2 mm的刻槽两个,长度分别为10 mm和20 mm;深度为4 mm的刻槽1个,长度为40 mm。由图14可以看出,对于平板人工刻槽试件,其Bx和Bz图与仿真分析结果一致,Bx和Bz的横向畸变范围与刻槽长度呈正比,Bx图中的波谷深度也基本与刻槽深度呈正比,蝶形图呈现为3个近似圆形的闭环。
4. 无损检测证书挂证网结论
针对316L不锈钢管座角焊缝ACFM检测特点,利用COMSOL Multiphysics软件建立仿真模型,模拟了316L管座角焊缝ACFM检测感应电流及磁场分布特点,分析了激励频率、探头偏转、缺陷尺寸等因素对检测结果的影响,并进行了试验验证,得到以下结论。
(1)ACFM检测过程中,角焊缝无缺陷部位感应电流均匀分布,缺陷部位感应电流发生扰动,电流从缺陷两端及下面绕过,在缺陷两端出现较大的电流密度。
(2)对于316L管座角焊缝,激励频率为1 kHz时磁感应强度Bx分量的畸变率最大,Bz分量的畸变量随频率的增加而减小。
(3)管座角焊缝检测中,探头轴线与焊缝表面法线保持一致,即探头面与焊缝表面平行时,检测效果最好。
(4)ACFM检测中,可通过Bx、Bz的畸变范围确定缺陷长度,通过Bx、Bz的畸变量比较缺陷深度大小。
(5)316L管座角焊缝及不锈钢钢板试件上人工缺陷检测验证结果与仿真分析结果一致。对于管座角焊缝,焊道表面凸凹不平会对Bx、Bz信号产生一定的干扰,其蝶形图与理想状态存在一定的偏差。
