
传统气瓶定期检验技术遵循TSG 23—2021《气瓶安全技术规程》的要求,需将气瓶及附属构件进行拆卸,依次开展外表面预处理(包括机械打磨去除防腐涂层)、壁厚测定、磁粉检测、渗透检测及超声检测、水压试验等工序。该模式存在以下不足:①需要固定检验场地;②流程复杂,检测周期长;③检验完成后需进行外表面涂层恢复,增加了成本和工序,还可能增加由检测导致的二次腐蚀风险;④机械打磨可能造成母材表面粗糙度改变,拆卸过程中对螺纹、密封面等关键部位可能造成机械损伤。
通过对现有的承压设备检验检测方法进行分析,梳理出可用于高压无缝气瓶不拆卸检测的方法(以检测新技术为主),并对其有效性进行验证。文章拟进行研究的检验检测方法主要包括:高频导波检测、数字射线成像检测、全自动超声波检测、阵列涡流检测、爆破试验、声发射检测等。
1. 检测方法及试验结果分析
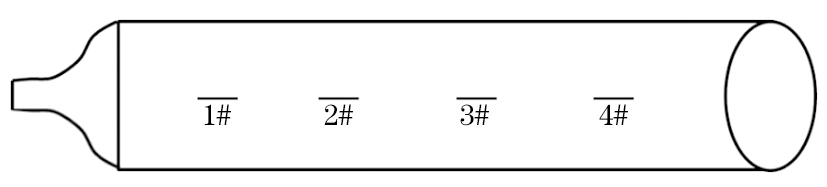
此次试验受条件所限,气瓶样瓶上加工了外表面轴向线性刻槽缺陷,样瓶人工缺陷位置如图1所示),样瓶规格(外径×壁厚×高)为232 mm×5.8 mm×1 180 mm。在图1中,1#、2#、3#、4#缺陷为外表面轴向人工刻槽,长度为40 mm,深度分别为0.2,0.4,0.6,0.8 mm。
1.1 高频超声导波检测
1.1.1 基本原理
超声导波主要通过逆压电效应和磁致伸缩效应产生,前者利用压电晶体在交变电场下产生机械变形,高频电压信号可激发超声波;后者则基于铁磁性材料在高频磁场中发生形变的原理,产生超声波信号。
超声导波是沿有限介质边界平面传播的弹性波,常用于管道轴向检测。当管道出现腐蚀减薄时,导波在缺陷处产生反射、折射与散射,部分能量波会被探头接收。通过分析回波信号的波幅与传播距离,即可确定缺陷的位置与尺寸[1]。
1.1.2 超声导波分类
超声导波包含板波、空心圆管导波及圆柱体导波。其中,板波按质点振动方向分为S波和Lamb波,Lamb波又细分为对称型(S型)和非对称型(A型),每一种型式下又分为不同的模式。Lamb波的声速受介质特性、板厚及频率影响,适用于金属薄板的无损检测[2]。
此次试验采用Lamb波检测,使用基于压电效应、配适角楔块的接触式超声斜射单晶探头,频率≥0.5 MHz,属于高频导波检测技术。
1.1.3 高频导波检测实施
试验采用的设备为以色列ISONIC 2005型高频导波检测仪(见图2),探头型号为S544006型。
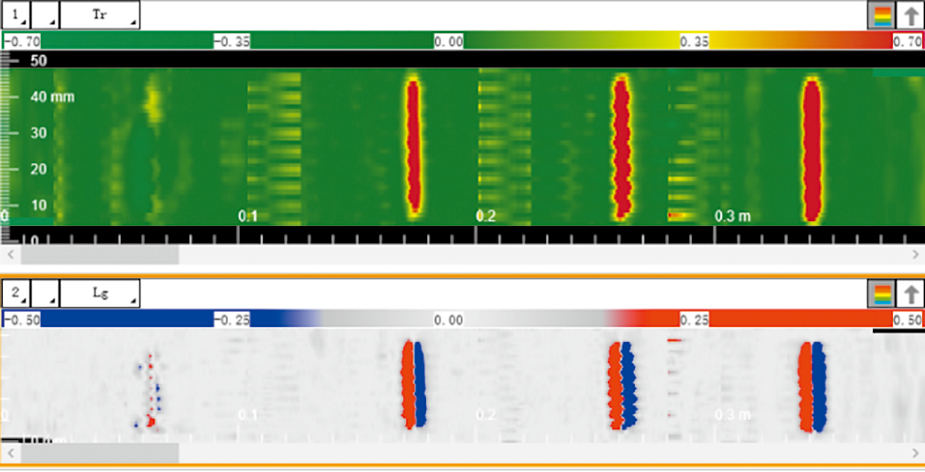
1.1.4 试验结果分析
不同深度缺陷的高频导波检测结果如图3所示。高频导波检测是基于高频波长短、衰减小、传播远的特性,实现物体内部缺陷无损检测的技术。结合试验结果和相关文献,总结出其具有如下优势。

(1)信息全面。通过分析导波遇缺陷产生的反射、折射信号,可精准定位缺陷位置、尺寸及类型。
(2)灵敏度高。对裂纹、腐蚀、孔洞等缺陷检测效果显著,能识别微小缺陷。
(3)高效覆盖。一次检测可覆盖长距离区域,相比逐点检测,效率大幅提升,适用于在线检测。
但该技术存在局限性,如检测效果受材料声学特性、结构形状及边界条件制约,复杂结构或材料不均物体的检测难度大;受导波传播特性影响,存在检测盲区,部分位置的缺陷可能漏检。
1.2 数字射线成像检测(DR)
1.2.1 检测原理与分类
数字射线成像检测技术利用射线机发射射线穿透检测物体,经衰减后的射线光子由数字探测器(DDA)或成像板(IP)捕获,被转化为电信号,再通过放大、模数转换等处理,最终以数字图像形式呈现检测结果[3]。
1.2.2 射线数字成像检测实施
依据NB/T 47013.11—2023《承压设备无损检测第11部分:X射线数字成像检测》标准与试验需求,确定DR检测设备选型方案,明确适用于该项目检测对象的设备技术要求。综合现有设备条件,选定适配的X射线数字成像检测设备(见图4)与成像板。表1列出了试验采用的射线机、探测器等核心部件的主要参数。
| 名称 | 型号 | 主要参数 |
|---|---|---|
| X射线机 | 300kV | 焦点:1.0 mm;管电压:50~300 kV |
| 探测器 | XRD1621 | 转换屏:DRZ;像素200 μm;16 Bit;采集帧频:15 fps,30 fps;成像面积:409.6 mm×409.6 mm |
1.2.3 试验结果分析
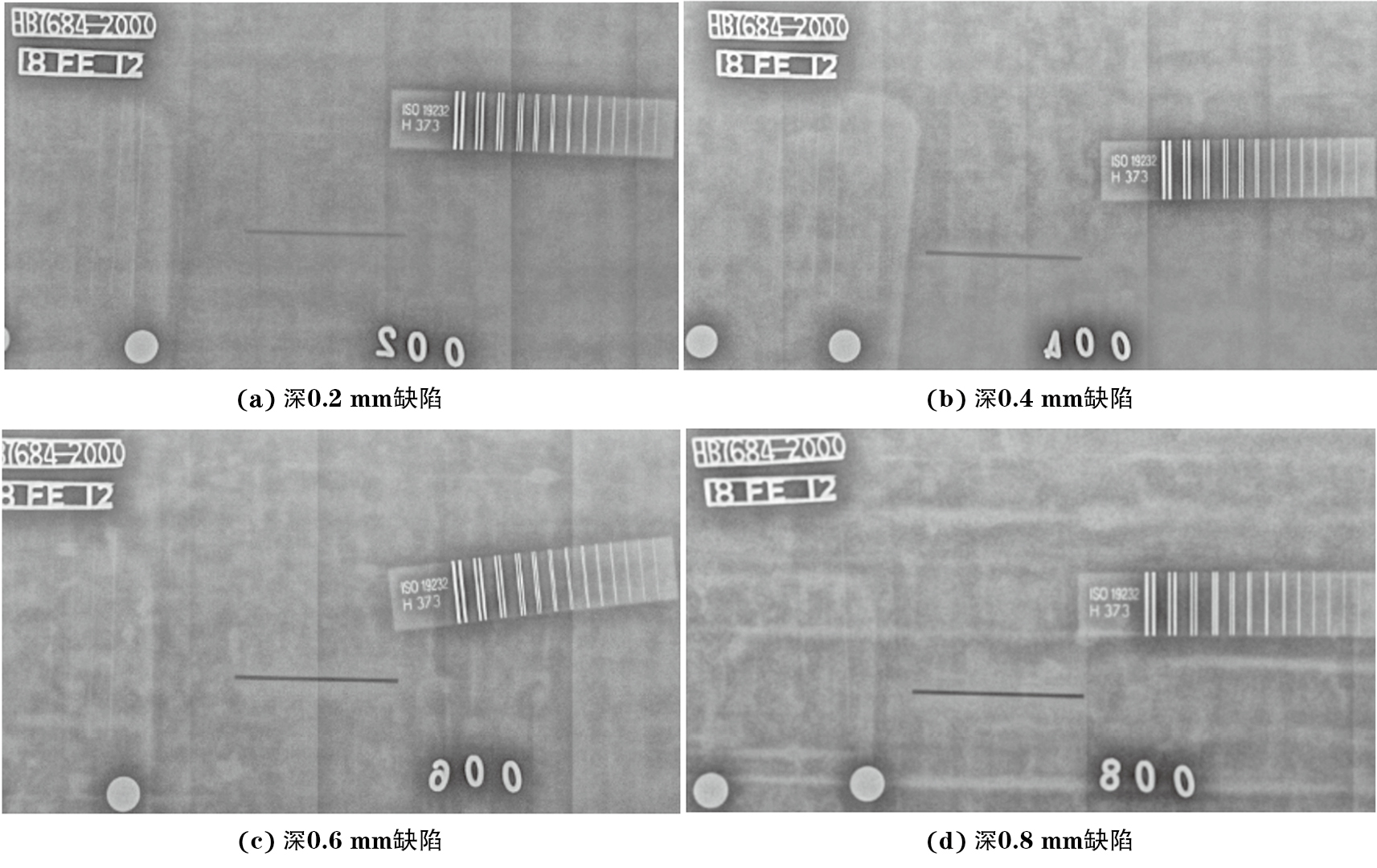
不同深度缺陷的数字射线检测结果如图5所示,数字射线成像检测(DR)技术对气孔、夹渣等体积型缺陷具有优异的检测效能,但对厚度方向尺寸较小或取向平行于射线束的未熔合、裂纹等面积型缺陷存在检测盲区[4]。相较于传统胶片射线检测,DR技术具有以下技术优势。
(1)高灵敏度检测能力
凭借高分辨率、高对比度的数字图像输出,可有效识别微小缺陷,为产品质量控制和设备安全评估提供可靠依据。
(2)高效检测性能
显著缩短检测周期,可实现快速数据采集与处理,适用于工业生产线的在线实时检测。
(3)数字化数据管理与分析
数字图像便于存储、检索及后期处理,可通过专业软件进行对比度增强、降噪滤波等操作,有效提升缺陷特征的可视化程度与分析准确性。
(4)绿色环保特性
摒弃传统胶片检测所需的化学显影、定影工艺,避免了重金属污染与化学废液排放,符合现代工业绿色发展要求。
1.3 自动超声探伤
依据NB/T 47013.3—2023《承压设备无损检测 第3部分:超声检测》,参照企业内部相关指导书,采用水耦合自动超声探伤仪对气瓶筒体部分进行自动检测与测厚。
1.3.1 自动超声探伤仪
对气瓶筒体直段部位进行超声检测及测厚的水耦合自动超声探伤仪,具备以下功能:能够同时进行测厚、对纵向缺陷探伤及对横向缺陷探伤[5];能够对测厚数据、纵向缺陷及横向缺陷在气瓶筒体展开图上进行自动实时记录并能够存储、打印。
自动超声探伤仪的其余指标应符合标准NB/T 47013.3—2023的规定。超声检测探头参数如表2所示。
| 检测内容 | 探头种类 | 公称频率/MHz | 折射角/(°) | 探头尺寸(长×宽)/mm |
|---|---|---|---|---|
| 测厚 | 水浸聚焦探头 | 4~5 | 0 | <15×15 |
| 纵向缺陷 | 水浸聚焦探头 | 2.5~4 | 40~45 | <15×15 |
| 横向缺陷 | 水浸聚焦探头 | 2.5~4 | 40~45 | <15×15 |
对比试块的人工反射体尺寸包括:矩形槽、V形槽,槽深为5%气瓶设计壁厚,槽的长度为40 mm,宽度为1.0 mm,缺陷位于外壁和内壁,缺陷方向包含横向和纵向两种[6]。
测厚校准阶梯试块采用30CrMo调质钢材料或与30CrMo调质钢声速相近的钢材料制备。
1.3.2 全自动超声检测实施
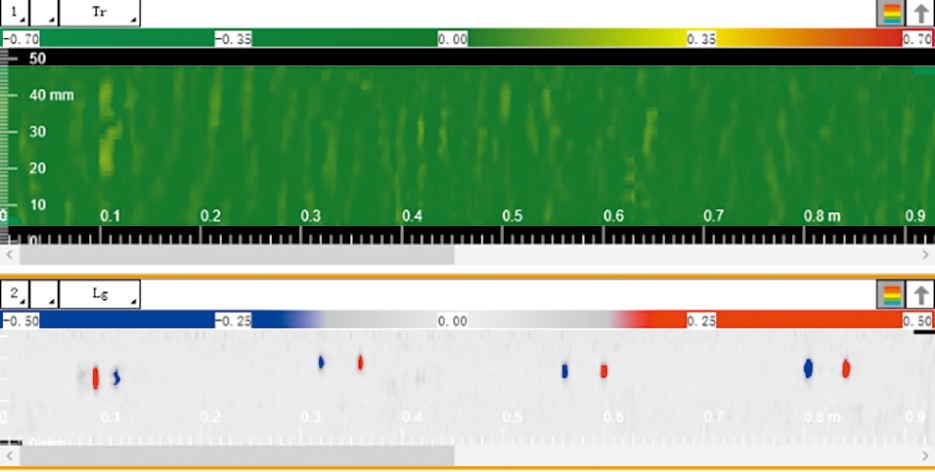
采用PVUT-Ⅱ型超声波探伤仪(见图6)对制作的缺陷气瓶进行检测,检测结果如图7,8所示。

1.3.3 试验结果及分析
由试验结果可知,该检测技术对测厚具有很好的检测效果,可以快速选定最小壁厚位置,以进行复验;系统自带检测结果统计、筛查功能,可以对最小壁厚、最大壁厚、平均壁厚进行统计和筛查;对外表面人工缺陷显示清晰,有利于下一步的手工复验。
然而,该检测方法实施检测时需要将气瓶移动至自动超声检测装置上,对于固定于某个场地或装置使用的气瓶,较难实现气瓶不拆卸检测。但在不拆卸检测发现可疑缺陷或问题时,可作为一种较好的检测比对方法。
1.4 阵列涡流检测
1.4.1 检测仪器及探头
文章所提阵列涡流检测试验选用Eddyfi公司生产的Ectane2型检测仪,搭配衬垫式阵列涡流探头,检测现场如图9所示。该探头线圈直径为3.5 mm,含32个线圈、60个通道(纵向30个、横向30个),能自适应缺陷走向,同步检出多方向缺陷,适用于宽度不大于56 mm的检测区域。

切向阵列涡流检测技术(TECA)采用多路复用切向与扁平线圈相组合,可实现工件表面及近表面缺陷的高效检测。该技术通过双通道设计实现各向异性缺陷检测:①TR横向通道,利用正交激励线圈产生方向性涡流场,捕捉涡流与横向裂纹作用产生的特征信号,可精准检测裂纹长度与深度,显著提升检测灵敏度;②Lg纵向通道,切向线圈激发的涡流沿试件表面传播,消除直接耦合磁场干扰,可稳定检测纵向裂纹长度与深度。
双通道通过差异化配置激励频率、线圈布局及信号处理算法,形成正交检测能力:TR通道基于高频趋肤效应检测表面缺陷,Lg通道利用低频穿透性评估近表面缺陷。系统集成同步采集与成像算法,实时生成二维缺陷分布图,定位精度高。
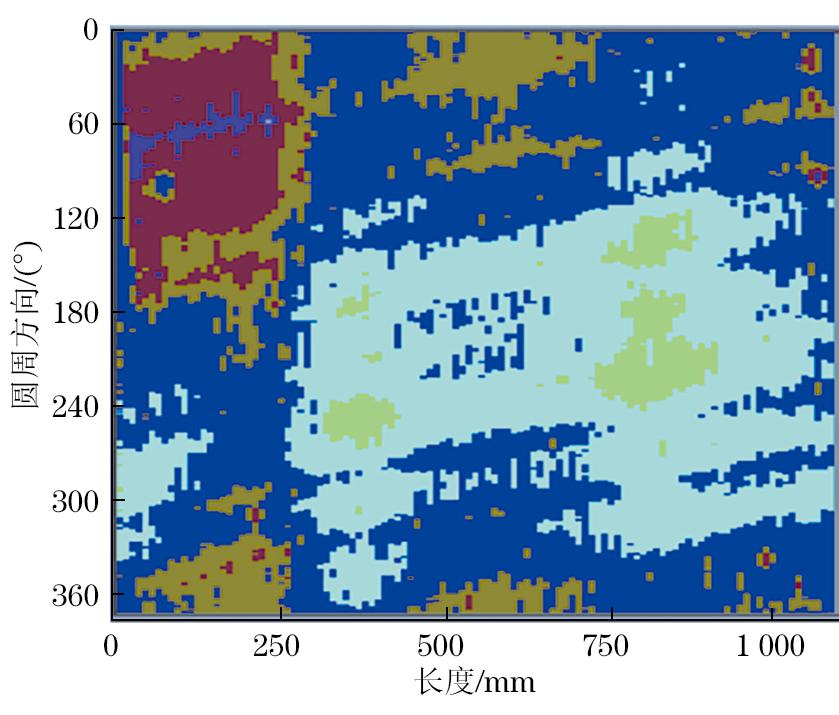
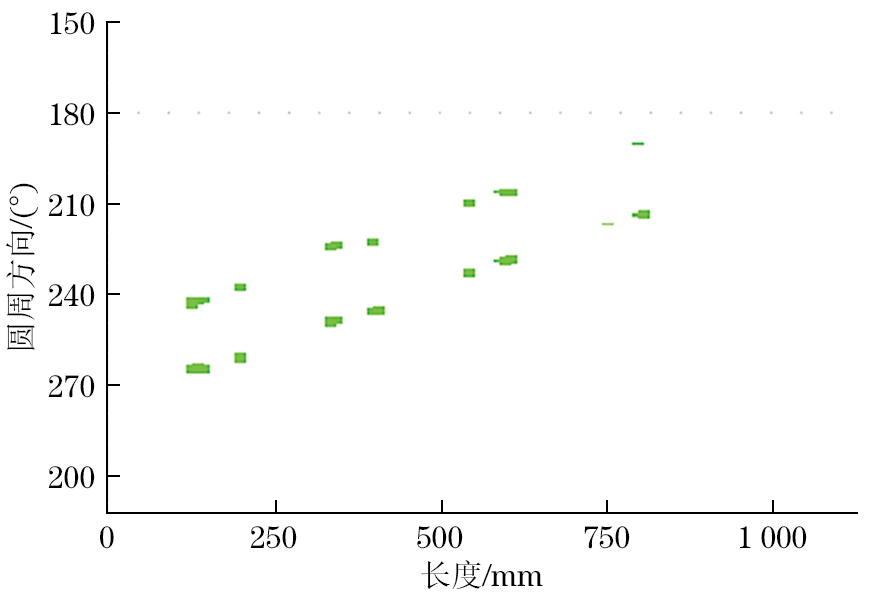
1.4.2 试验结果及分析
扫查方向与刻槽方向一致及垂直的扫查结果如图10,11所示,可见,相较其他表面检测手段,阵列涡流检测具备高效检测、数据详实、支持C扫成像及便于数据存档等优势。该技术可穿透表面非导电涂层,其穿透能力与阵列探头线圈结构紧密相关,且对不同位置刻槽的涂层检测效果存在差异,这为钢质无缝气瓶带涂层免拆卸检测提供了重要参考。
1.5 爆破试验
气瓶爆破试验是一项破坏性测试,其主要目的分为以下4种。
(1)验证极限强度:通过加压至气瓶爆破,测定其最大承载能力,确保设计强度符合安全标准,保障正常工况下的安全性。
(2)排查缺陷问题:暴露材料内部裂纹、气孔等潜在缺陷,以及成型、热处理等工艺环节的薄弱点。
(3)评估安全余量:计算实际爆破压力与标称工作压力的比值(爆破系数),确保其符合法规要求。
(4)分析失效模式:观察断裂位置与形态(如塑性/脆性断裂),验证失效模式是否与设计预期一致,降低意外事故风险。
1.5.1 爆破试验实施
此次爆破试验依据标准GB/T 15385—2022《气瓶水压爆破试验》进行试验装置包括加压装置、承压管道、测量仪表和数据处理计算机。
1.5.2 试验结果及分析
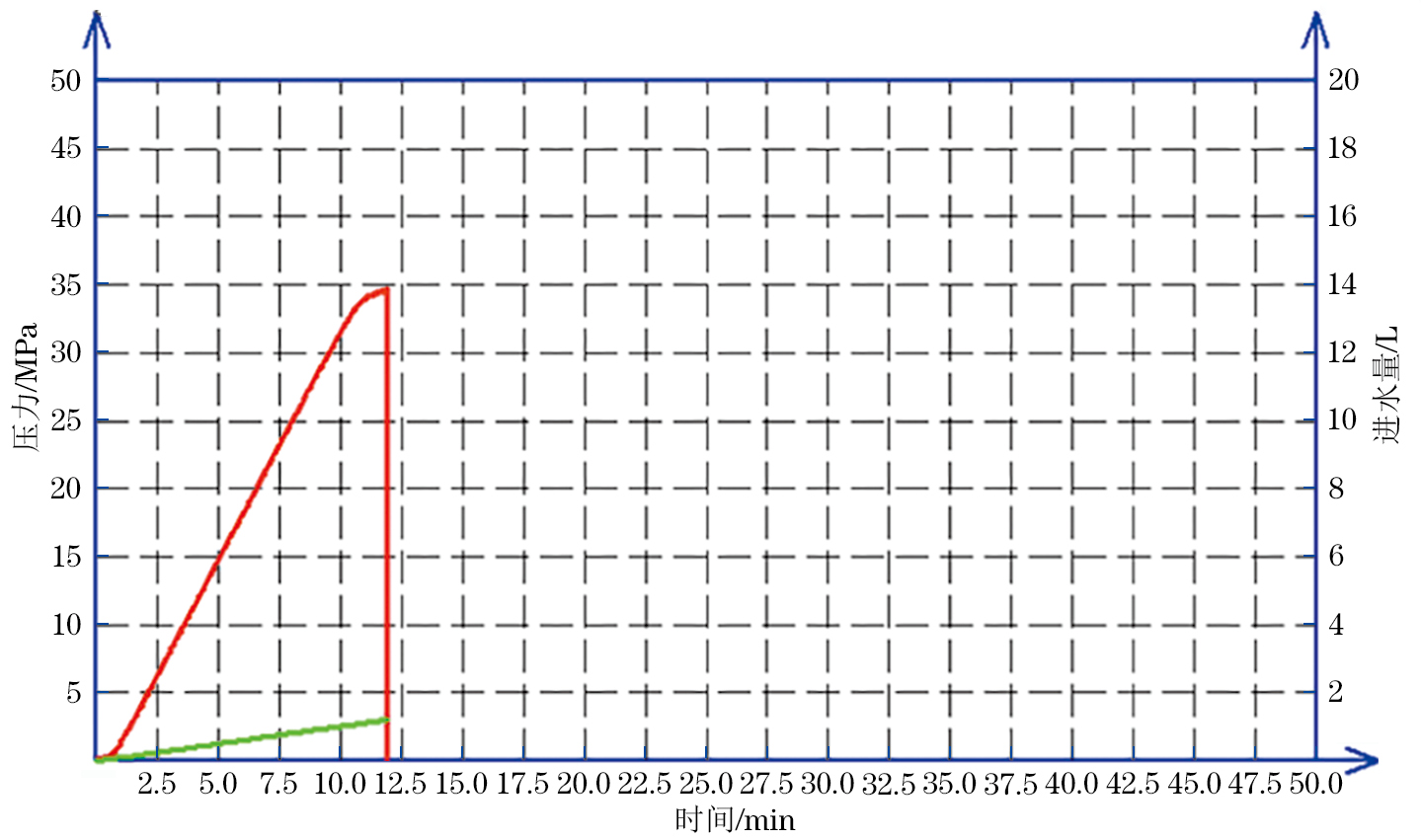
(1)气瓶在34.7 MPa压力下发生爆破,其压力和进水量-时间曲线(见图12)显示,爆破前压力呈线性上升至峰值后骤降,符合韧性断裂的能量耗散特征(即材料通过塑性变形吸收能量,无突发脆性断裂的压力陡降现象)。
(2)气瓶爆破口(见图13)呈纵向撕裂状,位于气瓶中部偏下部位,撕裂口与筒体轴线平行,为主应力(周向应力)主导下的拉伸断裂特征;撕裂口起源于0.6 mm深度刻槽处,沿4处人工刻槽连线扩展,说明4处人工缺陷形成了连续的应力集中带。
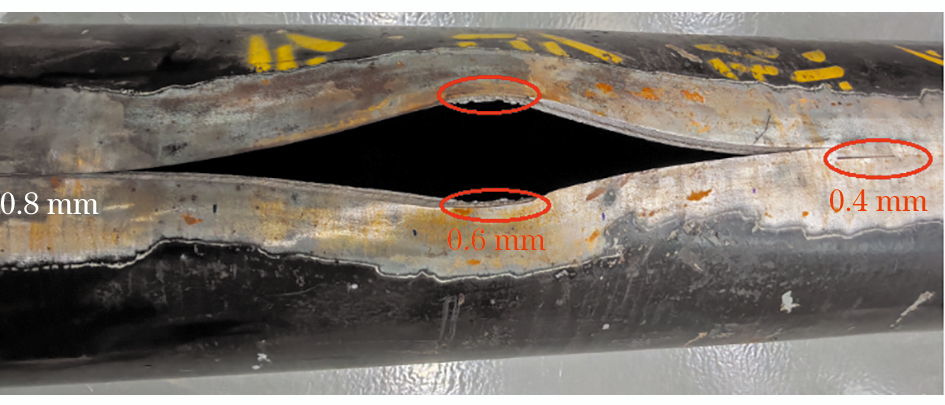
(3)气瓶爆破口最大长度为440 mm;最大宽度处为60 mm,裂口中部宽度最大,为裂纹稳定扩展阶段的塑性变形区域,边缘宽度收窄至剪切唇,符合“纤维区–放射区–剪切唇”的三区域断口模型(纤维区对应刻槽起源处,放射区沿刻槽连线扩展,剪切唇为最终断裂边缘)形态。
人工缺陷模拟气瓶实际服役中可能出现的表面缺陷(如划伤、腐蚀坑),通过可控缺陷诱发断裂,验证材料在缺陷存在下的断裂韧性——若裂口沿刻槽扩展且呈现韧性特征,表明材料对浅表层缺陷具有一定容限。
此次气瓶爆破试验表明,气瓶材料对浅表层缺陷具有良好的容限,但需在制造和使用中控制刻槽类缺陷的深度与分布,以确保服役安全性。建议在实际气瓶检测中,重点关注纵向缺陷(与此次裂口方向一致),采用相控阵超声或涡流检测技术排查表面/近表面刻槽类缺陷。气瓶在役检验时,一般不进行爆破试验。仅在对气瓶材料性能或者关键参数有怀疑时,从批量气瓶中抽样进行爆破试验。
1.6 声发射检测
声发射检测通过在材料表面耦合压电陶瓷探头,将声发射源产生的弹性波转换为电信号。电信号经电子设备放大、特性化处理后,再进行显示与记录,进而获取声发射源特性参数。分析这些参数,可判断材料内部缺陷状况。采用多通道检测系统,还能精准定位缺陷位置。
压力容器/气瓶的声发射检验包含役前验证、在役定期检测及运行在线监测3类,均需在容器加载状态下开展动态测试。声发射检测与常规无损检测方法存在显著差异。
1.6.1 声发射检测实施
声发射仪器型号为SAEU32,传感器型号为SR150M,检测频率为100~400 kHz,采用真空脂作为耦合剂,模拟源采用2Hϕ0.3 mm断铅,在气瓶前、后端直管段上各布置一个传感器(利用磁夹具进行固定),采用升压监控的方式进行检测,声发射探头布置如图14所示。

1.6.2 试验结果及分析
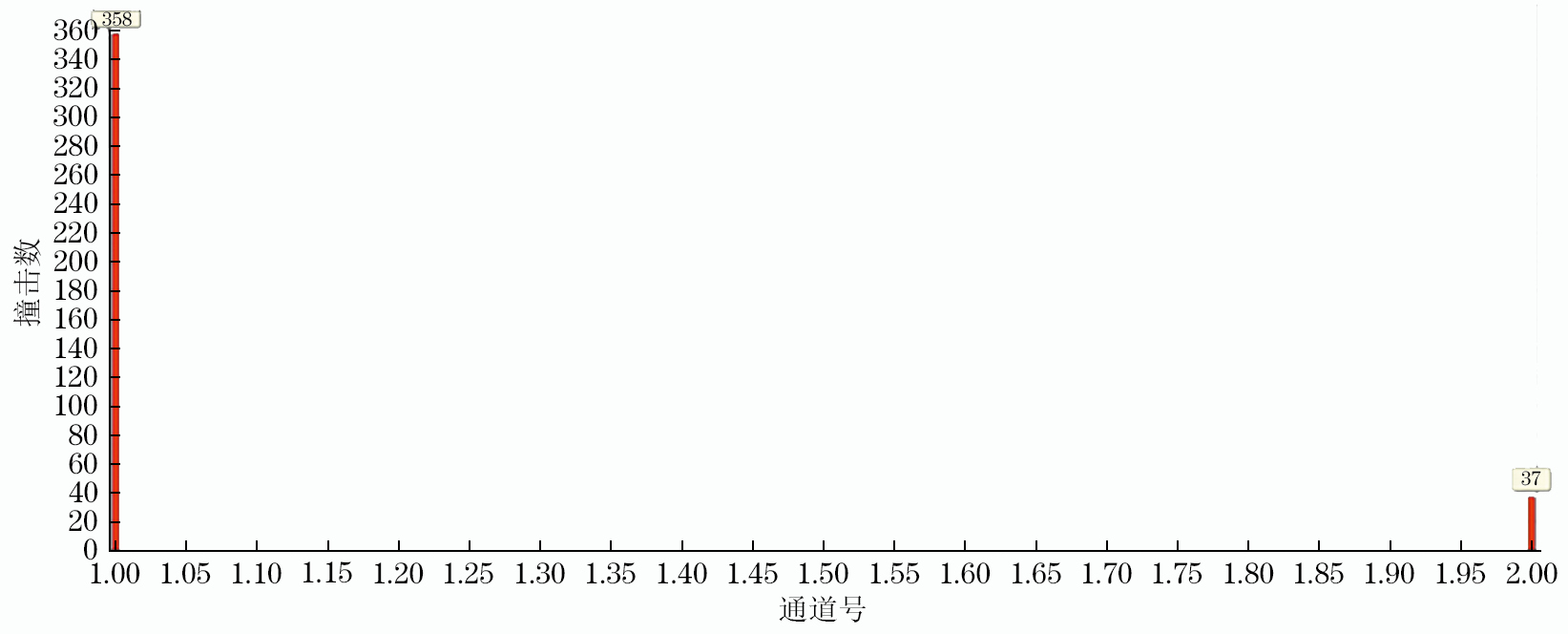
声发射检测得到的不同通道撞击数如图15所示。试验采用2个声发射传感器,1#通道接收到的撞击数为358,2#通道接收到的撞击为37,各撞击数持续时间为30 000 μs,信号幅度大于67 dB。声发射检测作为一种判定设备内部活性缺陷的有效检测方法,其检测效果受到多种因素的影响,比如介质的注入、加压速率过大、外部机械振动等。
为保障试验过程的安全,此次采用爆破试验装置进行升压,由于该设备加压速率过大(标准NB/T 47013.9—2012《承压设备无损检测第9部分:声发射检测》要求升压速度一般不应大于0.5 MPa·min−1),没有达到预期的检测效果。
2. 检测方法对比分析
气瓶各种检测方法的对比分析结果如表3所示,其中带“*”的项目是此次进行了研究,但不能应用于气瓶不拆卸检验的项目。
| 检测方法 | 优势 | 局限性 |
|---|---|---|
| 高频导波检测 | 对内、外表面的金属损失敏感,用于检测内部结构和缺陷,比如裂纹、腐蚀等,在线检测效果好、检测效率高、检测范围广、可检测无法触及的区域 | 需要耦合条件;不能区分内外壁损伤 |
| 射线数字成像检测(DR) | 一种快速、高精度的在线检测技术,对体积型缺陷(气孔、夹渣、烧穿、未焊透)检测效果好,对面积型缺陷(未熔合、裂纹)也有很好的检出率,灵敏度高、成像速度快、可用于在线不拆卸检测 | 如果面积型缺陷(未熔合、裂纹)厚度方向的高度小或方向和射线平行,不容易发现或造成漏检;安全防护要求高 |
| 全自动超声波探伤检测* | 可以同时进行测厚和超声波探伤,可靠性和重复性高、自动化检测、检测精度高,无需对外表面涂层进行去除 | 气瓶需拆卸,现场实施困难;非在线检测手段 |
| 切向阵列涡流检测(TECA) | 可实现现场不拆卸检测、无需对外表面涂层进行去除、对表面和近表面具有很好的检测效果,灵敏度高、适应性强、检测效率高 | 无法检测内部埋藏缺陷 |
| 声发射检测(AE) | 能有效判定设备内部活性缺陷,可实现现场不拆卸检测;具有响应速度快、对材料无损伤、能够检测到微小活性缺陷(可检出压力加载过程中活性缺陷的部位、活性和强度);对构件的几何形状不敏感 | 只能检测活性缺陷;需要适当的加载程序;难以对缺陷进行定量评定;对材料的敏感性较高;对环境噪声敏感、信号解释复杂等 |
| 水压爆破试验* | 验证气瓶的极限强度、检测材料缺陷和工艺问题、评估安全余量、分析失效模式等 | 是一种破坏性试验,非在线检测手段 |
结合现有检验检测法规标准和工程实践,初步确定高压气瓶不拆卸检验的检测方法为壁厚测定(含电磁超声测厚)、高频导波检测、射线数字成像检测、阵列涡流检测、声发射检测等。
3. 无损检测证书挂证网结语
文章选择预制了典型轴向线性刻槽缺陷的样瓶为试验对象,对目前主要的可实现不拆卸检验的检测手段进行了验证性试验;对各种检测方法的技术特点、技术局限性进行了深入分析比较,初步确定了气瓶不拆卸检验的检测方法,并验证了检测有效性和可行性。
此次试验针对的是含有危险性较大的轴向线性缺陷的气瓶,后续可补充对含有横向线性缺陷、孔型缺陷等缺陷的气瓶的试验,以综合验证各种检测方法的有效性和准确性。
为精准反映气瓶运行状态(如压力、温度、应变等参数),提升完整性管理水平,还可运用先进传感器、物联网及大数据技术,搭建在线实时监测系统。如选用压力、温度、超声波壁厚、声发射、应变位移等传感器,集成数据采集与传输模块,构建在线监测预警平台,实现达到实时监测、数据存储及预警功能,从而动态评估气瓶安全状态,快速识别风险并触发响应,提升安全管理水平。
