
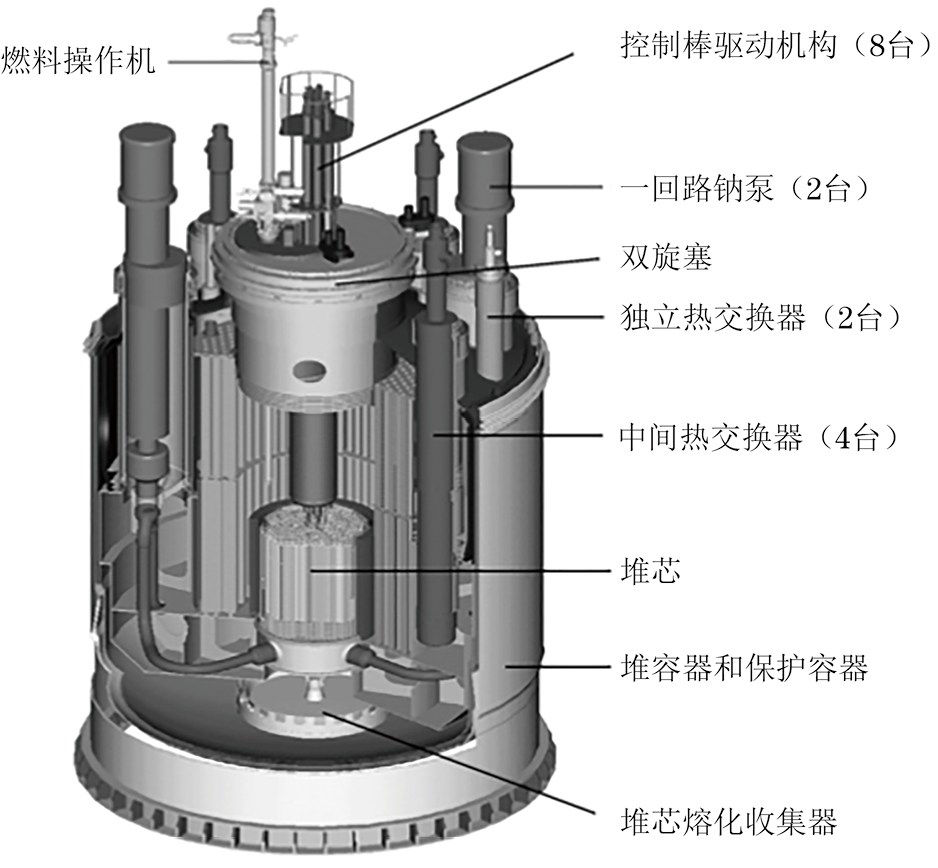
快中子反应堆(以下简称快堆)是世界上第四代先进核能系统的首选堆型,其形成的核燃料闭式循环可显著提高铀资源的利用率,并减少核废料的产量[1]。国内外钠冷快堆通常采用池式设计,堆芯、一回路钠泵、中间热交换器和一回路主管道都安装在堆容器(钠池)内,其结构示意如图1所示。堆容器作为快堆的核心部件,由主容器、保护容器、氩气层和保温层组成,是反应堆的第一道安全屏障。由于堆容器在快堆整个运行寿命中无法更换,堆容器的安全状态和运行性能直接关系到整个反应堆运行的经济性及安全性。
目前,国内快堆(如CEFR)堆容器采用全寿期免检方案,依靠反应堆建造初期的严格役前检查提高制造质量,降低反应堆整个服役期间出现故障的风险。然而当投入使用后,堆容器要长期承受反应堆冷却剂高温、压力及其瞬态变化,以及堆芯泄露出的中子辐射,可能发生材料老化、缺陷萌生和扩展。为了更好地保障反应堆的运行安全,在整个使用周期中对堆容器进行定期在役检查,以判断堆容器是否存在缺陷、缺陷是否可以接受、缺陷的扩展速率等,是有益且重要的。快堆堆容器的全寿期在役检查过程复杂,其待检对象包括筒体的纵焊缝、环焊缝、接管焊缝等,检查过程中需要使用专用的机械装置和电子设备,在焊缝检测系统、机械运动系统、控制分析系统的协同工作下才可完成。此外,全寿期在役检查需要根据每次检查结果,综合评价设备运行现状,并预估下一次检查时间。
部分国家针对快堆堆容器开发了对应的在役检查装置[2]。法国BAQUE[3]为“凤凰一号”快堆设计了一款遥控检测小车MIR,其能够在停堆时进行视觉和超声检测。日本三菱重工公司TAGAWA等[4]为“MONJU”快堆研发了多功能在役检查ISI小车,用于对反应堆堆容器及其附属部件进行全面检测,执行各类检测任务。印度英迪拉甘地原子能研究中心为500 MWe原型快堆开发了一款无损检测小车,其能够在试验条件下稳定运行[5-6]。但截至目前,国内快堆堆容器在役检查的研究仍处于起步阶段,堆容器在全寿期内尚未进行全面的在役检查,为快堆的运行留下潜在风险。由于国内快堆的检测空间通常比国外同类反应堆的空间更狭窄,一定程度阻碍了国内快堆堆容器在役检查技术的发展。尽管国际经验对于优化检测方案有一定帮助,但鉴于国内快堆的独特性,开发满足其技术需求和操作条件的在役检查装置仍需依靠自主研发。
首先,文章综合考虑快堆堆容器在役检查过程中检测工艺的确定和检测装置的实现方案,详细分析超声检测探头的选型、目视检测相机的冷却和检测装置的概念设计等方面存在的多个关键技术问题,以问题为出发点,综述现有技术对以上问题的解决方案。其次,根据国际上快堆堆容器在役检查技术的发展,对比分析国外检测方案的优缺点,并结合国内的技术发展现状,提出满足国内快堆堆容器全寿期在役检查的可能性方案。最后,以中国实验快堆堆容器为在役检查对象,验证了所提出方案中检测工艺的可行性和检测装置的合理性。
1. 在役检查检测工艺的关键问题分析
快堆堆容器在役检查重点在于对堆容器各部件间的焊缝进行无损检测,待检焊缝包括主容器筒体对接纵焊缝、保护容器筒体对接纵焊缝及连接部分的环焊缝。快堆堆容器采用奥氏体不锈钢作为主要建造材料,其焊缝也均为奥氏体不锈钢全焊接焊缝。鉴于奥氏体组织晶粒粗大且有孪晶和混晶现象,故需要选择合适的无损检测技术,以提高检测结果的准确性和真实性[7]。
在役检查中应用的无损检测技术主要包括:目视检测(VT)、超声检测(UT)、射线检测(RT)、磁粉检测(MT)、渗透检测(PT)及涡流检测(ET)。各检测方法均具有一定的特点和局限性,为提高检测结果的可靠性,应根据设备材料、制造方法、工作介质、使用条件和失效模式,预计可能产生的缺陷种类、形状、部位和方向,选择合适的无损检测手段[8]。快堆采用不透明的液态金属钠作为冷却剂,光学设备无法直接从堆内壁进行检测;此外考虑到堆容器焊缝的材料性质、检测温度和空间限制,选择超声检测和目视检测作为检测手段。超声检测作为无损检测的一种主要方法,被广泛应用于核电站的役前及在役检查中;目视检测作为最能直观反映焊缝表面状况的方法,与超声检测相辅相成,为堆容器的在役检查提供可靠的信息来源和缺陷判断。
关于检测窗口,因为高温环境会影响超声探头晶片的性能,且工业检测相机通常无法在高温条件下正常工作,因此在快堆停堆换料期间进行检测是最佳选择。停堆阶段作为快堆服役过程中温度最低的时期,能够显著降低检测难度。快堆堆容器停堆温度维持在250 ℃,在此温度环境下,使用能够稳定工作的超声探头和工业相机,是进行堆容器在役检查的关键一步。
1.1 超声检测探头的选型
1.1.1 晶片的高温耐受性
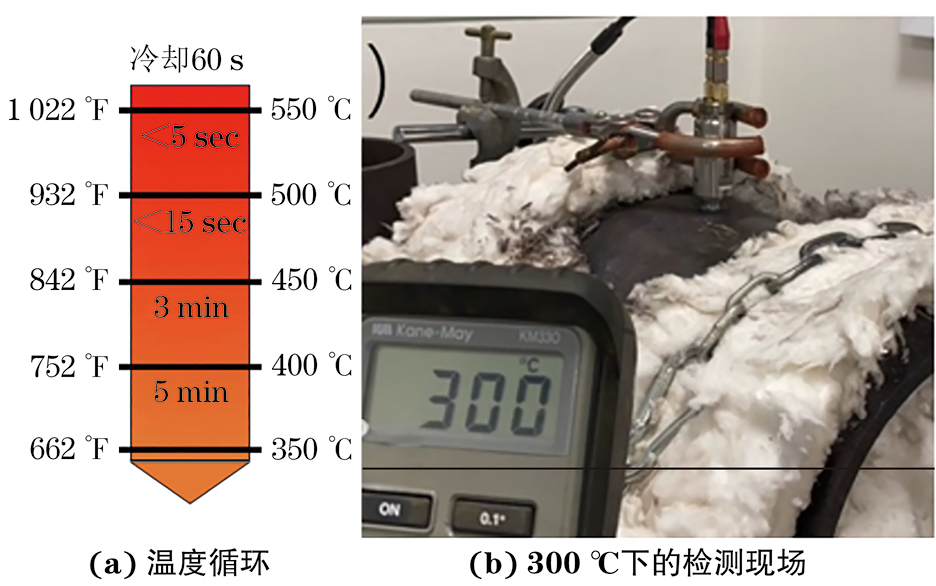
目前市面上绝大部分超声探头为常温常规探头,其中国内的常规超声探头晶片最高耐温限制为150 ℃,在使用其进行高温检测时,只允许与工件进行5 s的接触检测,冷却后才可再次使用。为此,国内开发出了耐高温楔块,通过增加楔块厚度来确保温度传递到晶片时低于150 ℃。该设计允许探头与工件进行长时间接触,但探头整体仍无法在高于150 ℃的密闭环境下工作。国外常规超声探头的研发较为先进,美国开发出能够在最高250 ℃环境下连续工作的斜探头,与堆容器停堆温度相符,但该温度为探头的极限工作温度,因此该探头还是无法适应堆容器的检测环境。通常情况下,耐高温常规超声探头主要用于工件的厚度测量,但测厚探头均为0°直射波探头。然而对于焊缝的无损检测,在使用常规探头的前提下,应选择斜探头检测,目的是确保发射的超声波与缺陷呈较大的角度,提高检测准确率。英国某公司开发的测厚探头能够做到在高温下进行长时间接触检测,其温度循环及300 ℃下的现场检测图如图2所示。该探头使用了特种压电陶瓷材料研发的耐高温晶片,使得探头整体位于250 ℃环境下的检测工作成为可能。该探头频率为5 MHz,双晶探头直径为8 mm,顶圆直径为11 mm,聚焦深度为10 mm。
1.1.2 声速的改变
在超声检测过程中,温度的变化会引起超声波在待检工件中传播声速的改变[9],从而导致缺陷的定位及定量出现偏差。实际工程中,应先获得工作温度下待检工件的声速数据,基于此将超声设备校准后再进行检测。
1.1.3 耦合剂的选择
高温环境下,选择适当的高温耦合剂对于超声检测至关重要。耦合剂为加在探头和检测面之间的液体或固体薄层,具有提高探头和工件间声能传递性的作用[10]。市面上的耦合剂分为固体耦合剂和液态耦合剂,固体耦合剂在使用过程中需要提供较大压力以保障接触面间的空气全部排出,液态耦合剂在使用时则通过管道连接探头与耦合剂存储箱,要求在检测的同时确保耦合剂的供应。在250 ℃高温检测环境中,需要选择具有高温稳定性且无腐蚀性、无黏度的耦合剂产品,配合高温探头进行检测。
1.2 目视检测相机的冷却
在快堆堆容器检测过程中,常采用目视检测方法评估堆容器焊缝的表面状况。为了确保检测的准确性,除了需保证光源光线分布的均匀性外,还应选用适当的视觉检测设备,以获得更多的堆容器表面细节。目视检测设备由检测装置带入检测环境,其在运行中需要承受堆内高温,故对目视检测设备进行冷却是必不可少的措施。
目视检测设备采用半导体成像器件的工业相机,由于其无法承受250 ℃的高温,使用时需要冷却系统降低其整体温度,常见的冷却方式为水冷或风冷。日本ISI小车采用CCD耐辐照相机,并搭载配套的氮气冷却系统,冷却系统结构示意如图3所示。针对相机聚焦问题,ISI小车采用步进电机来调节镜片旋转的角度,实现焦距与视野的调节。并且,为适应堆内黑暗的检测环境,ISI小车装备有光源设备,方便其堆内运行和检测。同样地,法国MIR目视检测的工业相机也采用氮气冷却,以大幅度降低相机使用过程中的整体温度。根据国外已实施方案,独立的冷却系统是工业相机稳定运行的关键。鉴于国内快堆主容器和保护容器之间为氩气层,故可选择流动的氩气来提供冷却。

2. 在役检查装置实现方案存在的关键问题
对于堆容器的在役检查,超声检测作为主要检测技术,其运载探头的检测装置也要根据堆容器的检测环境进行合理设计。针对反应堆密闭、小空间的检测环境,国外发展出一系列轮式、履带式、轨道式、足式(仿生式)机器人。笔者以堆容器检测空间的关键问题为出发点,对国外检测装置机械设计的解决方案进行对比分析。
2.1 堆容器检测空间的关键问题
2.1.1 检测空间狭窄
与传统压水堆不同,快堆堆容器内部结构复杂且充满钠液,无法将堆内构件吊起后从压力容器内壁实施检测[11],因此,通过主容器与保护容器之间的间隙夹层进行检测是唯一可行的方式。然而国内快堆堆容器间隙狭窄,为使检测装置在极度有限的检测空间运行,对该装置的设计和技术验证均有较高要求。
2.1.2 检测孔的选择
快堆堆容器在役检查期间,选择适当的检测孔尤为关键。通常,应在确定焊缝位置后,于锥顶盖上选择合适位置自行开检测孔,以便于检测装置进入。但堆容器焊缝在焊接完成后,工人会根据规范要求对焊缝进行磨平处理,在未做标记的情况下,焊缝位置只能依据图纸模糊定位,无法获得准确的焊缝位置信息,从而导致检测孔在定位时存在困难。此外,考虑到国内快堆堆容器的锥顶盖禁止新增检测孔,检测装置只能通过现有的设备孔进入再到达预定检测位置。然而锥顶盖上设备孔数量众多,不同位置的设备孔尺寸不同,孔内布置的设备功能亦不同。因此,选择设备孔作为检测通道时,需考虑其与待检焊缝的距离,确保检测装置进入检测环境后能够快速到达待检地点。同时,必须评估孔内已布置设备的重要程度,确保二次安装后不会对后续的快堆服役造成影响。
2.1.3 堆内设施复杂
快堆主容器外表面贴有大量的应变片与热电偶,其传输数据的电缆线布满主容器外壁,并且这些测量装置不能受到碾压。由于堆内检测空间狭窄,需在检测装置下堆前确定合适的行进路线,以规避已安装的应变片与热电偶,确保准确到达焊缝处。
2.1.4 设备抗辐照问题
快堆堆容器在停堆时仍存在少量放射性,所以检测装置需进行辐照屏蔽处理,防止检测过程中检测装置出现失效情况。同时,需要对检测装置中高温敏感的电子设备进行冷却处理,传输数据的信号线、提供动力的电源线等电缆设备也应采取保护措施。
2.2 国外检测装置的若干实现方案及存在问题
检测装置的机械设计需要考虑无损检测设备的尺寸和安装位置,同时也要兼顾检测环境的空间要求,合理的机械设计能保证堆容器在役检查过程中检测装置的稳定性。这一过程涉及多方面工程和技术参数的优化与协调。以下给出法国、日本、印度三国的快堆检测装置的解决方案,为后续国内的快堆在役检查研发提供参考。
2.2.1 法国快堆检测
法国“凤凰一号”快堆在役检查时,主容器壁面温度为180 ℃,厚度为25~60 mm,保护容器壁面温度为120 ℃,厚度为25~30 mm,材料均为不锈钢,二者间隙为620~700 mm。检测小车MIR通过在主容器顶部开的12个检测孔进入检测环境内部,其采用轮式运动方式,由中央总体结构加整车框架组成。通过连杆控制的两个自适应侧臂铰接到整车框架,侧臂可根据间隙大小调节MIR高度方向的距离,这种设计不仅能够确保MIR顺利越过狭窄的检测环境,又能够提供合适的压力防止其在沿主容器轴向方向的滑移。4个独立的轮组为MIR的移动与转向提供动力与转矩,以实现在检测环境中的灵活运动,快速到达指定检测地点。MIR尾端连接复缆线,一条为信息传输的电缆,另一条为钢缆,钢缆用于紧急情况下将故障MIR拉出检测环境。
2.2.2 日本快堆检测
在日本“MONJU”快堆在役检查过程中,尽管检测环境的温度超过200 ℃,但检测空间达到250~350 mm。由位于堆容器顶端的辅助装置、控制台以及检测环境内的引导轨道,辅助ISI小车在检测环境内沿间隙形状行驶。通过辅助装置内的滚筒布置一根由控制电缆、超声电缆和钢缆组成的复合缆线,用于控制、传递检测信号,并在检测装置故障时顺利将其拉出检测地点。并且,ISI小车携带磁性传感器,可沿保护容器内壁上的预设标记进行导航,其轮组也采用独立电机驱动模式,使用无刷直流电机提供动力输出与转向输出。此外,ISI小车改进了重力平衡机制,不再依赖于来自两个相对壁面的压力支撑来抵消快堆轴向方向的重力影响,而是采用永磁车轮沿小车高度方向提供压力,使其紧贴至引导轨道的壁面上。
2.2.3 印度快堆检测
印度原型快堆检测空间为300 mm,检测环境内充满氮气,检测温度保持在150 ℃。为了便于检测小车的进出和稳定操作,设计了6个位于快堆主容器顶部的进出孔。为满足氮气压力要求,设计有气闸室,并通过气闸室内的释放机构悬挂和部署检测小车。为了完成检测小车在检测环境内的定位,在快堆主容器的外表面和保护容器的内表面分别设有若干永久性参考标志,利用识别参考标志的导航相机准确到达检测位置。检测小车采用剪刀机构的底盘构型,顶部装配从动轮,通过推缸及连杆调节高度,确保各轮组紧贴容器壁面。此外,各轮组连接有转向电机和驱动电机,能够独立实现车轮的直行与转向。在各转向电机提供不同的旋转角后,小车可实现水平、垂直、对角线移动,绕自身中心轴自旋,及绕某中心点旋转等多种运动,方便检测小车在检测环境内灵活运行。
2.2.4 国外各实现方案对比分析
通过介绍法国、日本、印度三国快堆在役检查方案,得出其共同点:①检测装置普遍采用轮式运动方式,并配备独立的转向与驱动电机;②在堆内设有便于检测装置导航的引导标记,并使用复电缆连接检测装置。各国为确保检测装置在静态条件下能提供摩擦夹持,在动态条件下进行动力输出,使用了不同的技术策略。法国与印度由于堆内无法安装固定导轨,故在检测装置上下各安装轮系以挤压堆容器壁面来维持平衡,而日本则选择安装引导轨道,采用永磁车轮保障检测装置不产生滑移。各国检测方案均具有针对其本土快堆设计的独特性,因此在设计适用于中国快堆的在役检查装置方案时,可借鉴国外方案,但不可照搬。
3. 中国实验快堆堆容器在役检查可能性方案探讨
中国实验快堆是我国第一座钠冷快中子反应堆,尽管国内对其研究相当成熟,但针对其堆容器焊缝的无损检测仍是一个关键的研究领域。笔者以中国实验快堆堆容器作为在役检查对象,结合上文中提到的国外快堆在役检查方案,探讨适用于中国快堆堆容器在役检查的可能性方案。
3.1 待检参数及超声设备选择
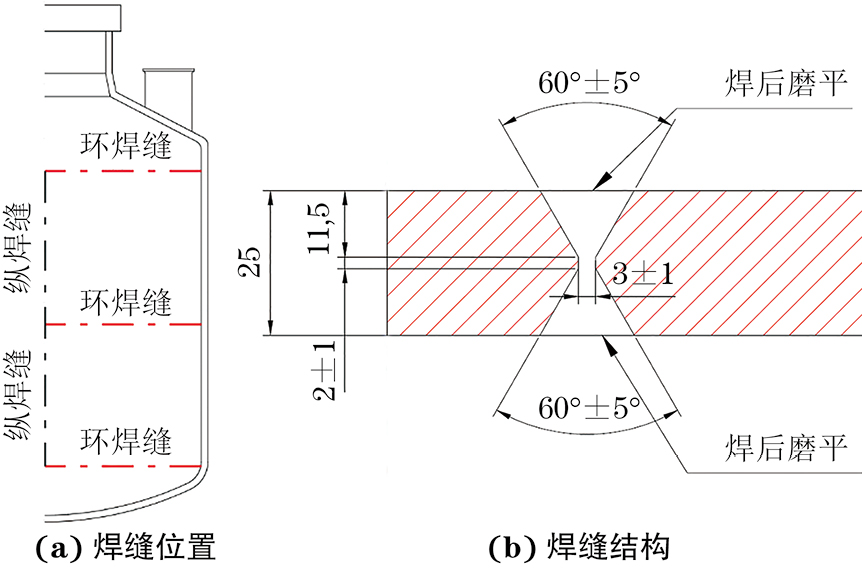
中国实验快堆堆容器的待检部位分为主容器和保护容器。其中,主容器支承环以上的部分,包括整个堆容器支承颈部、整个锥顶盖以及主容器筒体上半部,材料都采用奥氏体316钢;其余部分,包括主容器筒体下半部、整个主容器底封头、整个保护容器和堆容器支承,材料都采用奥氏体304钢。主容器焊缝包括上下筒体对接环焊缝及筒体与下底部封头、筒体与上顶盖的环焊缝,上下筒体自身的对接纵焊缝,共7道待检焊缝;保护容器焊缝包括一道对接环焊缝及上下筒体自身的对接纵焊缝,共5道待检焊缝。堆容器待检焊缝位置及结构示意如图4所示,其中纵焊缝和环焊缝的厚度均为25 mm,堆容器坡口形式为双V形对接焊,焊后磨平余高。
根据CEFR设计的停堆温度,其外壁面温度为250 ℃,保护容器内壁温度达到230 ℃,检测环境的整体温度约保持在240 ℃。CEFR主容器和保护容器均为薄壁圆筒设计,主容器外壁与保护容器内壁距离为87.5 mm。
CEFR检测孔信息及检测流程示意如图5所示。其中①、②号设备孔直径均超过87.5 mm,可以作为检测设备进入检测环境的通道。在锥顶盖上方放置辅助设备,辅助设备是操作层的一个密闭结构,包含与检测装置连接的复合电缆,并通过引导轨道与锥顶盖检测孔连通,从而使检测装置进入检测间隙并沿着间隙夹层进行检测工作。

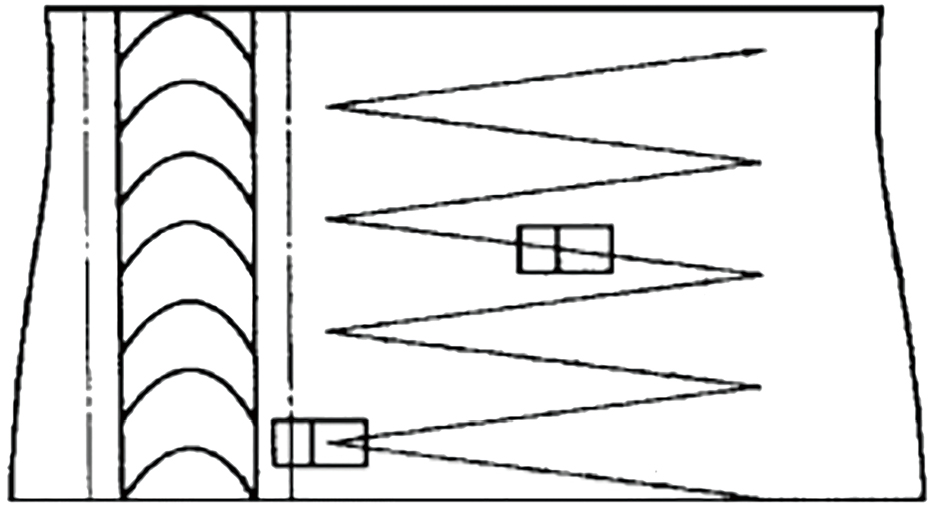
基于上述CEFR堆容器的各项数据,选择定制英国公司的耐高温常规超声斜探头,分别为工作角度为45°,频率为2 MHz的双晶探头;工作角度为60°,频率为2 MHz的双晶探头;0°直探头。使用0°直探头确定焊缝位置。上述定制探头能承受11 000 Gy (1 Gy=1 J/kg)伽马射线,配套电缆线为常规的耐高温双同轴电缆,与探头连接部分为1 m MIMS接头。探头采用锯齿形扫查方式,前后移动距离应保证声束扫查到整个焊缝截面及热影响区,并配合前后、左右、转角和环绕转动等方式,从而确定缺陷位置、方向、形状并观察动态波形及区分缺陷波与伪信号,扫查方式示意如图6所示。探头使用的耦合剂采用常规的高温液态耦合剂(型号为MSDS),成分主要为芳香硅及二氧化硅混合物,温度为-45 ℃~412 ℃时的检测效果较好。工业相机则利用流动的氩气作为冷却方式,保障其温度在使用过程中显著降低。国内应用场景均在常温环境下,导致选择耐高温的电子设备时面临严峻挑战。因此,采用冷却系统为整个电子设备降温成为一种有效的措施,同时应积极研发能够在高温环境下稳定运行的电子元件,这对于未来快堆在役检查装置的顺利落地至关重要。
3.2 检测装置方案探讨
检测装置的机械设计需要考虑检测环境下的移动方式[12-13]、提供动力的电机选型、装置整体的协调性与合理性、电子设备布线的可靠性,只有综合考虑各影响因素,结合CEFR堆容器的关键问题,才能成功实现堆容器的在役检查。
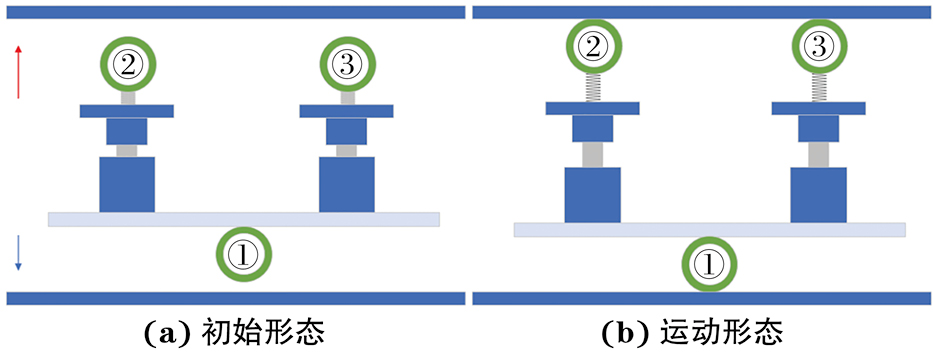
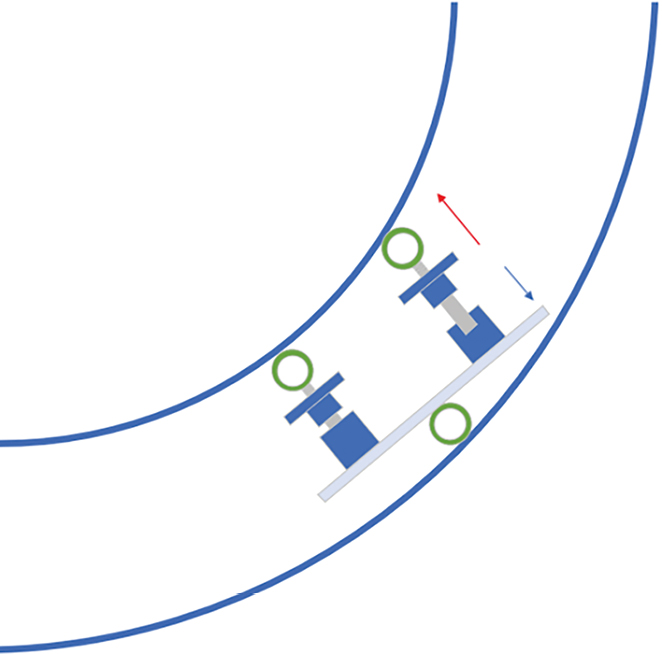
针对CEFR堆容器检测装置的移动方式,推荐采用轮式设计。轮式移动方式具有移动速度快、转向灵活等优点,可在狭小的检测环境内准确快速地到达指定检测位置。但轮式结构吸附性差,重力作用会使检测装置出现滑移,故需要在检测装置顶部安装压力轮,利用其挤压保护容器内表面,进而产生反作用力将检测装置紧压到主容器外表面。此外,主容器和保护容器的表面并非绝对光滑,无法确保两者之间的距离保持在87.5 mm,因此检测装置必须有自适应的底盘结构来调节自身高度以达到所需的空间尺寸,自适应底盘结构功能可通过调节位于顶部的压力轮来实现[14]。通常能实现长度变化的机械机构包括电推杆、气缸、链轮、弹簧、连杆等。此情况可选择气缸加弹簧组合,气缸可以向压力轮提供足够的压力,并且若检测装置出现故障,气缸可瞬间泄气以使检测装置回到初始高度,方便将发生故障的检测装置从检测环境中拉出。并且在弹簧的作用下,检测装置在高度方向可以适应微小的距离变化,实现底盘的自适应,自适应底盘结构设计示意如图7所示,其展示了该结构从放入间隙到最终运动形态的改变过程。其中①为动力轮,通过电机将动力输出至轮端;②,③为从动轮,连接弹簧与电推杆结构可使轮系压紧在壁面上,并且两侧电推杆能进行独立控制,以适应不同间隙距离,实现整体自适应。不同距离的结构自适应示意如图8所示。
为提高检测装置在检测环境中的运行灵活性,需要给每个车轮配置独立的驱动电机和转向电机。通过分析不同检测位置下检测装置的状态,可精确计算所需的电机参数,以选取最优的电机型号。同时,选择电子设备时需要考虑耐高温和耐辐照性能,配置电缆线时还需根据检测装置运行的路径来计算所需的长度。除传输数据的电缆线外,还需要配置与检测装置连接的钢缆线,确保在故障情况下能够将检测装置拉出,避免在堆内遗留无关设备。
4. 无损检测挂证网结论
文章分别从检测工艺确定和检测装置机械设计两方面,凝练了快堆堆容器在役检查亟待解决的若干关键技术问题,并对国外快堆在役检查技术的解决方案进行梳理和总结,以展现快堆堆容器在役检查领域的研究现状;然后以中国实验快堆(CEFR)为例,阐述了国内快堆堆容器在役检查的潜在可行性方案,得出如下结论。
(1)针对堆容器的高温服役环境,无损检测设备应重点考虑耐高温性能。其中,超声检测探头和工业相机的正常运行,是确保焊缝缺陷检出的关键。
(2)对于堆容器的狭窄、密闭检测空间,检测装置的合理设计能保障无损检测设备准确、高效地到达待检地点。
(3)对于在堆容器辐照、堆内检测环境复杂、堆容器顶部无法开检测孔等问题,解决思路主要包括必要的设备辐射屏蔽、正确规划检测装置运行路径、合理选择堆容器顶部预留的设备孔。
