
随着技术发展以及对工程质量要求的逐步提升,各种新的无损检测技术不断被开发和应用,超声衍射时差法检测技术(TOFD)、相控阵超声检测技术(PAUT)、全聚焦相控阵超声检测技术(FMC/TFM)是目前应用最广泛的先进超声检测技术,具有检测灵敏度高、检测数据可记录并能离线分析、缺陷显示直观以及检测速度快等优点,被广泛应用于特种设备、船舶、铁路等行业。在核岛主设备制造中,受限于设计和制造标准,产品的体积检测主要依赖传统胶片法射线检测和手工脉冲反射式超声检测,先进超声检测技术暂未推广应用。
随着核电事业的发展,业主和制造厂对无损检测质量、效率和工期的要求越来越高,故,笔者开展了先进超声检测技术在核岛主设备制造过程中的应用探索。
1. 技术原理
1.1 TOFD技术原理
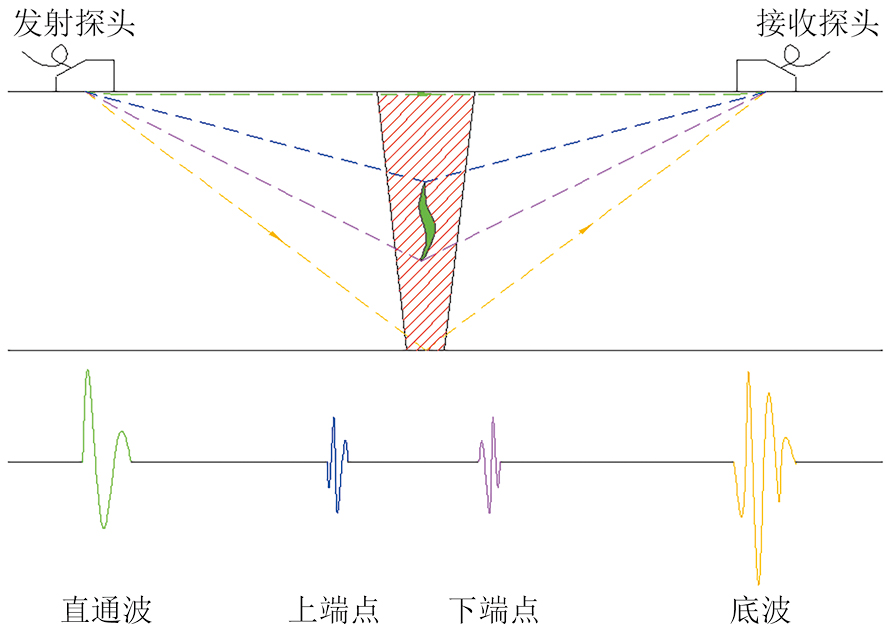
TOFD技术原理是:声波在工件中传播时,缺陷尖端会产生衍射波,通过测量缺陷上、下端点衍射波传播的时间来测量缺陷位置和高度[1],TOFD检测技术原理如图1所示。缺陷尖端衍射波与入射波角度以及缺陷的方向无关,因此,其具有非常高的缺陷检出率。同时其定量精度高,分辨率可达0.1 mm,检测速度快,重复性好。
1.2 PAUT技术原理
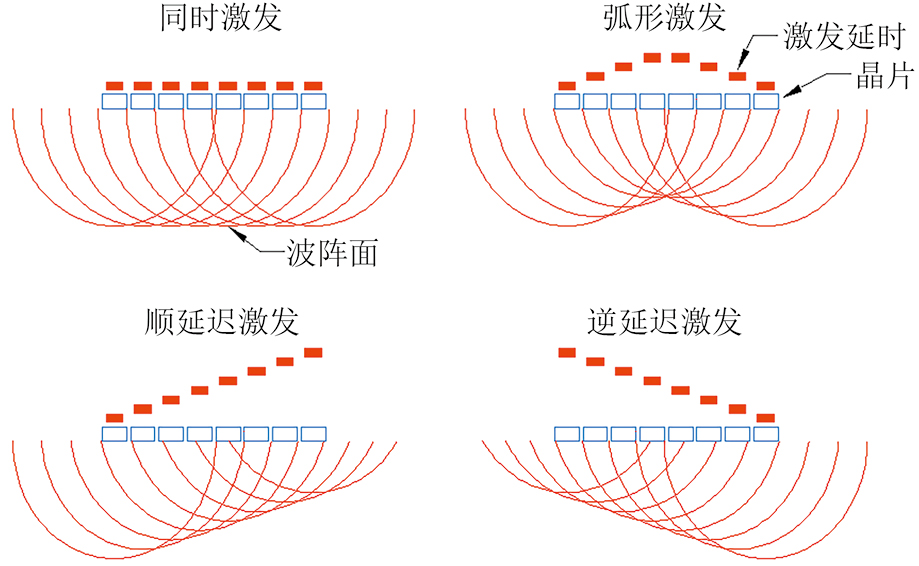
PAUT技术通过精确控制多个晶片的激发脉冲延时,使产生的超声波相互干涉,进而控制波束在一定范围内偏转[2],然后再结合图像处理技术实现对工件内部结构的全面检测和评估。该技术具有检出率高多视图直观显示,检测效率较高等优点,PAUT检测技术原理如图2所示。
1.3 FMC/TFM技术原理
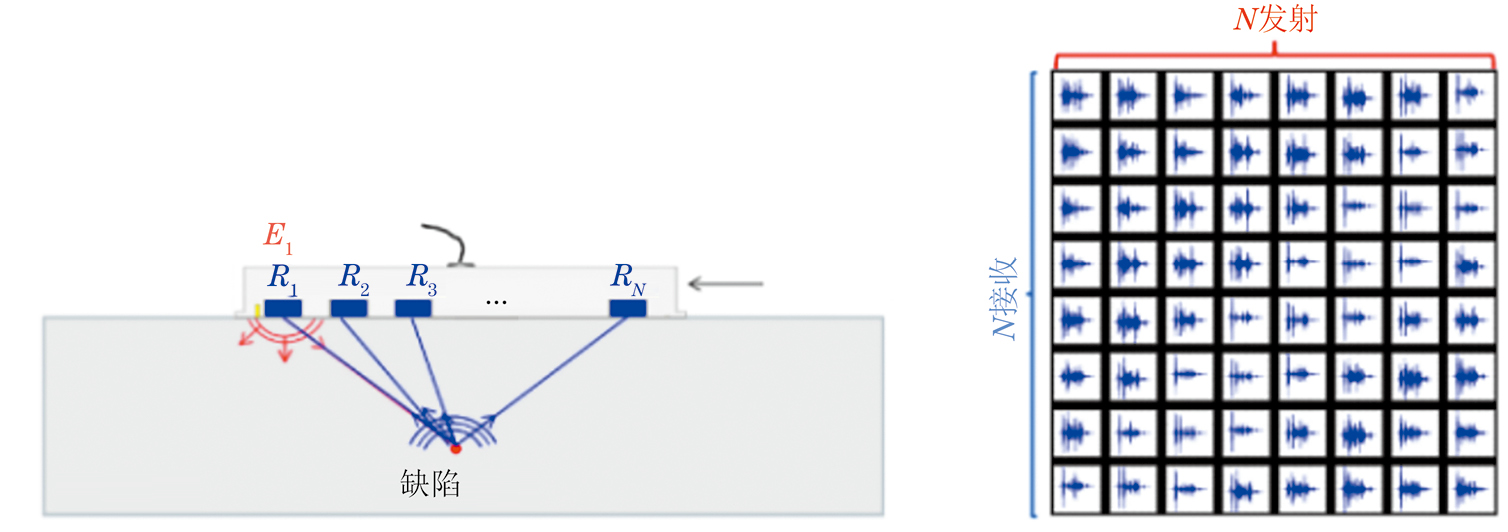
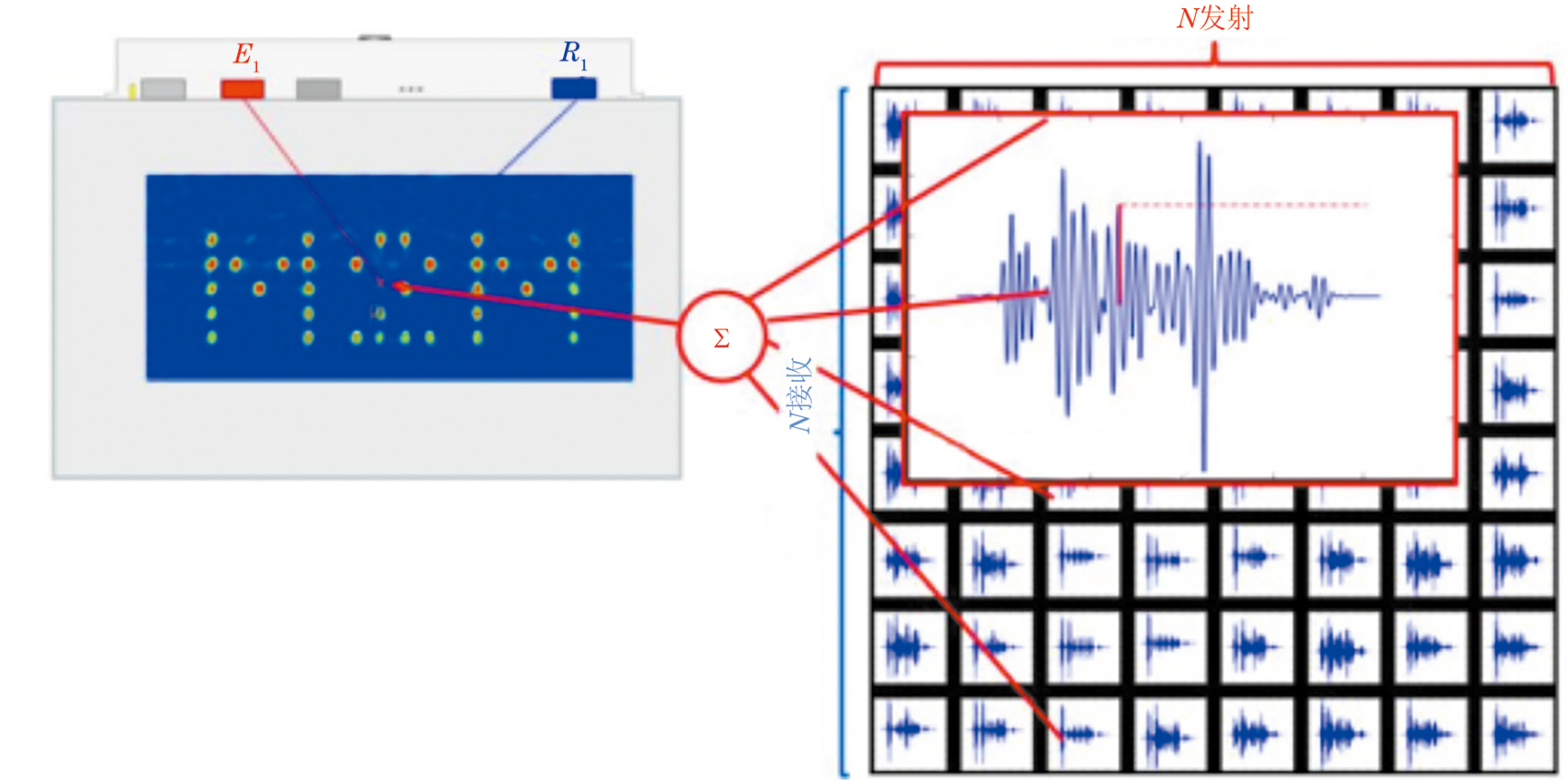
全聚焦相控阵超声检测技术是一种基于全矩阵捕获(FMC)数据,在工件截面的所有点基于所捕获数据进行超声波相干叠加计算(TFM),完成图像重建的超声阵列后处理技术(见图3,4)[3]。
2. 应用案例
2.1 代替射线检测的可行性研究
蒸汽发生器是核岛主设备之一,按照设计要求,其低合金钢承压壳体焊缝需在最终焊后热处理后进行射线(RT)检测。为了保证最终焊后热处理后的焊缝射线检测合格,制造厂通常在焊后热处理前补充一次射线检测,但补充的射线检测成本高、检测周期长,需长期占用曝光室,影响整体生产安排。
为了提高蒸汽发生器制造效率、在保证焊缝最终质量的前提下降低检测成本,笔者提出焊缝在焊后热处理前执行先进超声检测,当未发现缺陷或缺陷不足以使射线检测判定为不合格时,减少焊后热处理前的射线检测。
2.1.1 检测方法的选用
蒸汽发生器壳体焊缝厚度如表1所示。
| 焊缝名称 | 焊缝厚度 |
|---|---|
| 上封头与上筒体上环焊缝 | 111,105 |
| 上筒体上与上筒体下环焊缝 | 105 |
| 上筒体下与锥筒体环焊缝 | 105,115 |
| 锥筒体与下部筒体上环焊缝 | 100 |
| 下部筒体上与下部筒体下环焊缝 | 82 |
| 下部筒体下与管板环焊缝 | 100,103 |
| 管板与下封头环焊缝 | 136.5 |
按照标准NB/T47013.10—2015《承压设备无损检测 第10部分:衍射时差法超声检测》B级检测技术和NB/T47013.15—2021《承压设备无损检测 第15部分:相控阵超声检测》B级检测技术,要求的扫查方式及扫查方向如表2所示。
| 焊缝厚度 | TOFD | PAUT |
|---|---|---|
50 mm| ①从外表面采用两组探头进行非平行扫查探测纵向缺陷 | ②从外表面采用两组探头进行斜向扫查探测横向缺陷 ③补充盲区扫查 ①采用一次波检测技术,进行双面双侧扫查;每侧≥1种探头位置。 | ②将探头放在焊缝及热影响区上作两个方向的纵向平行扫查。或者: |
| ①采用一次波及一次波和二次波检测技术,进行单面双侧扫查或双面单侧扫查;每侧≥2种探头位置。 ②将探头放在焊缝及热影响区上作两个方向的纵向平行扫查。 | ||
100 mm| ①从外表面采用三组探头进行非平行扫查探测纵向缺陷 | ②从外表面采用三组探头进行斜向扫查探测横向缺陷 ③补充盲区扫查 ①采用一次波检测技术,需进行双面双侧扫查;每侧≥3种探头位置。 | ②将探头放在焊缝及热影响区上作两个方向的纵向平行扫查。 |
笔者对标准要求进行了分析,并结合检测技术特点和检测效率,对蒸汽发生器壳体焊缝拟定了检测方案,具体如表3所示。
| 序号 | 检测方式 | 说明 |
|---|---|---|
| 1 | 2组TOFD探头进行非平行扫查,检测工件内部纵向缺陷。 | ①TOFD可以同时实施多组探头的扫查和数据采集,数据量小,可以提高扫查速度,检测效率高,但上、下表面存在盲区。②TOFD对窄间隙焊缝中的坡口未熔合等缺陷检出率高。 ③厚度大于100 mm的部分和盲区,采用PAUT扫查。 |
| 2 | 2个PAUT探头进行纵向垂直扫查,检测工件表面及近表面的纵向缺陷。覆盖厚度大于100 mm的部分和TOFD盲区。 | ①厚壁焊缝需要10余个探头位置,数据量大,扫查速度慢,检测效率低。 ②PAUT对焊缝表面、近表面缺陷的检出率高,效果好。 ③能有效覆盖TOFD盲区。 |
| 3 | 采用PAUT探头进行手工横向扫查,检测工件横向缺陷。 | 非合同要求的检测,不需要记录检测数据。 |
2.1.2 缺陷检测情况
某蒸汽发生器上筒体上与上筒体下环焊缝(焊缝厚为105 mm,宽为28 mm)在焊后热处理前,按上述方案从双面双侧进行了TOFD+PAUT的检测。
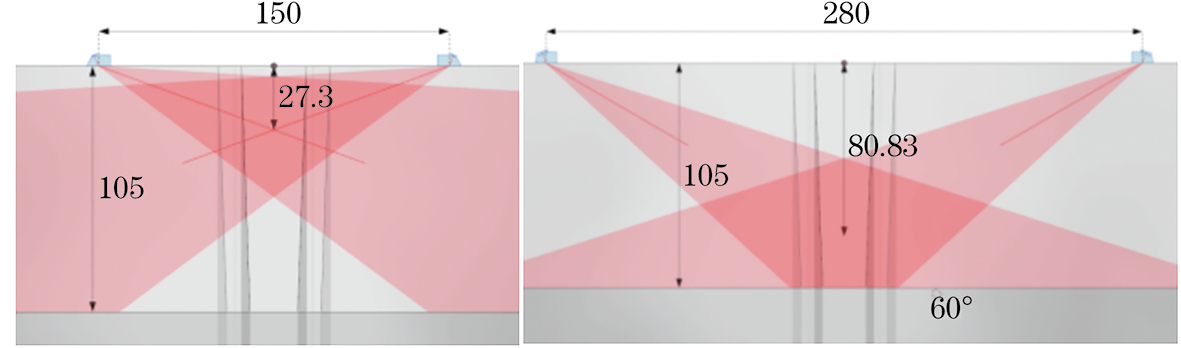
TOFD第一组探头频率为7.5 MHz,晶片尺寸为ϕ3 mm,楔块折射纵波角度为70°,探头中心距为150 mm;第二组探头频率为5 MHz,晶片尺寸为ϕ6 mm,楔块折射纵波角度为60°,探头中心距为280 mm。通过超声软件自带的声线仿真,能够覆盖焊缝体积,TOFD检测声束覆盖情况如图5所示。
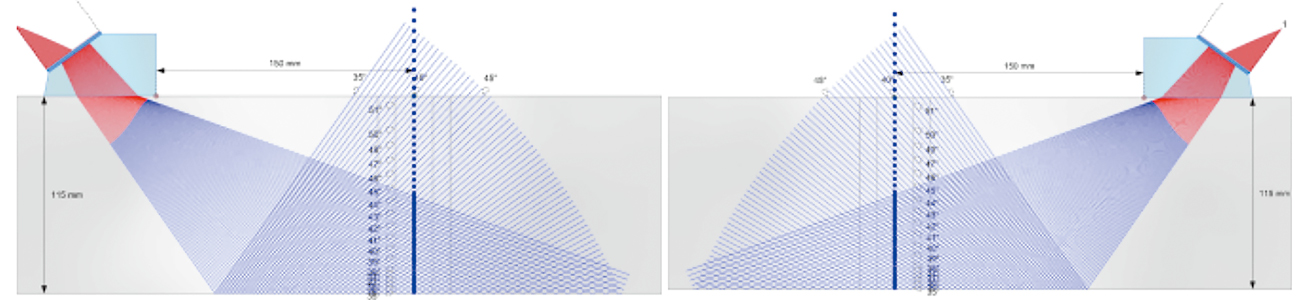
PAUT采用两个64线阵探头,频率为2.25 MHz,晶片尺寸为0.6 mm×10 mm(宽×长),楔块折射横波角度为55°。采用复合扫查(线扫+扇扫)的方式,增加单次检测范围。激发孔径32单晶,扇扫角度为40°~70°,探头前端距为150 mm。通过超声软件自带的声线仿真,能够覆盖焊缝体积,PAUT检测声束覆盖情况如图6所示。
经TOFD+PAUT检测,结论为合格。取消了热处理前的RT检测。
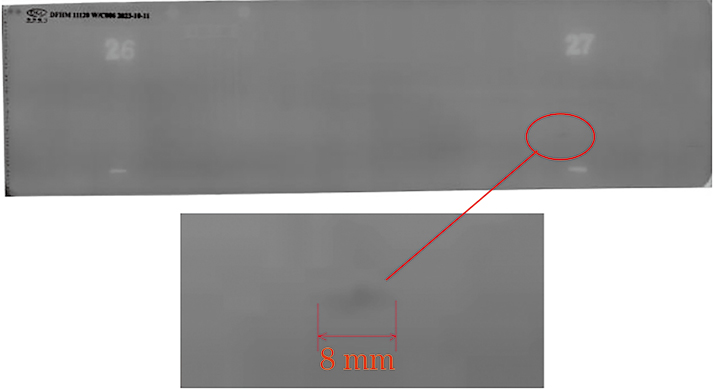
按照设计要求,热处理后RT检测时,发现一处条形夹渣缺陷,长度为8 mm,按RCC-M规范S7710条评定为合格。如果该缺陷是圆形或条形气孔,按标准评定则不合格。缺陷的RT底片影像如图7所示。
技术人员对比了该缺陷的RT、TOFD和PAUT检测数据,RT、TOFD和PAUT均能有效发现该缺陷。在缺陷长度方面,TOFD判断该缺陷为点状,PAUT可测得其长度为9 mm,但两种方法无法判断是圆形或条形缺陷,存在热处理前TOFD+PAUT检测合格,热处理后RT发现是圆形显示不合格的风险。该缺陷的检测情况如表4所示。
| 检测方法 | 检测时机 | 说明 |
|---|---|---|
| TOFD | 焊后热处理前 | 深度:距外表面31 mm; 长度:点状缺陷,无法测量; 自身高度:无上、下端点信号 |
| PAUT | 焊后热处理前 | 深度:距外表面31 mm; 长度:9 mm; 自身高度:约1.5 mm; 幅值:50%DAC; |
| RT | 焊后热处理后 | 长度:8 mm(距离-幅度曲线); 性质:条形夹渣 |
进一步对比统计了近半年焊接的92条焊缝的TOFD、PAUT和RT方法检出缺陷的情况,RT方法检出缺陷在TOFD和PAUT检测时均能有效检出,选取其中典型缺陷的检测情况进行对比,其结果如表5所示。
| 缺陷编号 | RT | PAUT | TOFD | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 性质 | 尺寸/mm | 结论 | 长度/mm | 波幅/(%DAC) | 结论 | 长度/mm | 高度/mm | 结论 | |
| 1 | 夹渣 | ϕ5 | 合格 | 8 | 40 | 合格 | 点状 | - | 合格 |
| 2 | 夹渣 | ϕ3 | 合格 | 7 | 50 | 合格 | 点状 | - | 合格 |
| 3 | 气孔 | ϕ5 | 拒收 | 8 | 55 | 合格 | 点状 | - | 合格 |
| 4 | 夹渣 | 10 | 合格 | 18 | 30 | 合格 | 16 | - | 合格 |
| 5 | 夹渣 | 12 | 合格 | 20 | 60 | 合格 | 17 | 2.3 | 合格 |
| 6 | 裂纹 | 62 | 拒收 | 78 | 150 | 拒收 | 74 | 3.6 | 拒收 |
| 7 | 裂纹 | 28 | 拒收 | 36 | 110 | 拒收 | 34 | 3.1 | 拒收 |
通过该案例分析可知,RT技术检出缺陷均能被TOFD和PAUT技术有效发现[4],但RT检测与TOFD、PAUT检测因技术差异,并不能完全等同。如果以TOFD和PAUT检测结果来判定RT检测结果是否合格,存在较大风险。
2.2 表面/近表面缺陷的检测
2.2.1 检测情况
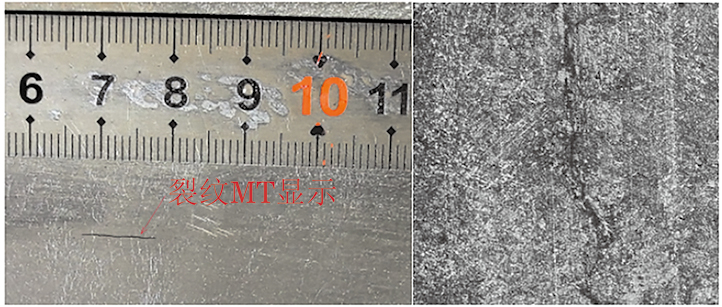
某蒸汽发生器环焊缝在执行磁粉检测(MT)时,发现内壁存在多处裂纹显示,该焊缝也同时执行了TOFD、PAUT和RT检测,TOFD和PAUT的检测工艺与2.1节一致。检测技术人员选取其中一段焊缝的MT、PAUT、TOFD和RT检测结果进行了综合分析。某处裂纹磁痕及其金相照片如图8所示。
某段焊缝存在8处裂纹,其MT、PAUT和TOFD检测结果汇总情况如表6所示,标表中x为焊缝长度方向与参考点的距离,y为距焊缝中心线的距离。
| 缺陷编号 | 位置 | MT | PAUT | TOFD | RT | |||
|---|---|---|---|---|---|---|---|---|
| x值/mm | y值/mm | 长度/mm | 长度/mm | 波幅/(%DAC) | 长度/mm | 高度/mm | 长度/mm | |
| 1 | 708 | -19 | 10 | 13 | 110 | 点状 | 0.7 | 未检出 |
| 2 | 916 | -18 | 8 | 12 | 207 | 点状 | 0.8 | 未检出 |
| 3 | 998 | -17 | 11 | 17 | 185 | 点状 | 0.6 | 未检出 |
| 4 | 1 208 | -16 | 7 | 15 | 135 | 未检出 | 未检出 | |
| 5 | 1 543 | -19 | 17 | 20 | 267 | 15 | 1.4 | 未检出 |
| 6 | 1 687 | -15 | 11 | 18 | 360 | 13 | 1.7 | 未检出 |
| 7 | 2 111 | -14 | 未检出 | 10 | 200 | 未检出 | 未检出 | |
| 8 | 2 675 | -16 | 10 | 14 | 95 | 未检出 | 未检出 | |
2.2.2 检测情况分析
该段焊缝有1处裂纹显示(7#缺陷),MT和TOFD均未检出,但PAUT的波幅达200%DAC,表面裂纹PAUT检测结果如图9所示。
3处裂纹缺陷(4#、7#和8#缺陷),TOFD未检出,但PAUT的波幅也接近或大于100%DAC。
通过该案例分析可知,对于蒸汽发生器厚壁低合金钢焊缝的表面及近表面缺陷,TOFD检测存在一定的漏检风险,PAUT有较高的检出率。
2.3 支管角焊缝检测
2.3.1 现状描述
蒸汽发生器壳体上支管角焊缝(温度计接管、水位计接管等),目前采用折射角为60°和70°,频率为4 MHz,晶片尺寸为9 mm×8 mm(长×宽)的单晶横波斜探头在支角上垂直于焊缝进行超声扫查,支管角焊缝结构如图10所示。
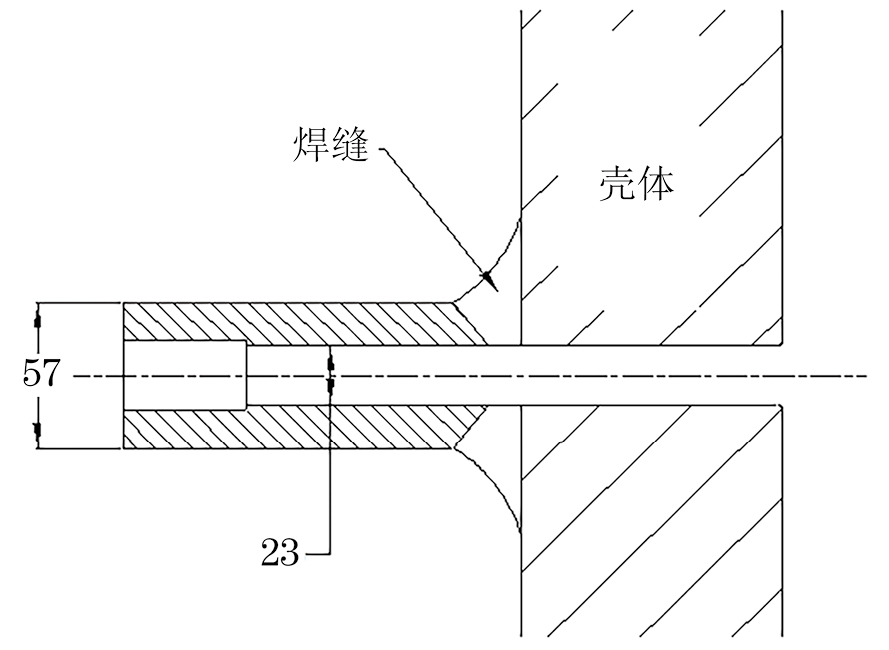
现有检测方式采用常规探头,其为平面晶片,经理论分析认为存在两方面的问题。
(1)该焊缝结构主要依靠二次波(一次反射法)进行检测,但反射面为凸表面,声波扩散大,声能损失严重,使得面状缺陷的反射回波低,从而造成误判。
(2)声束扩散后,-6 dB声束宽度增大,导致缺陷长度测量误差增大,而造成非必要的返修。
2.3.2 仿真分析
将模型导入CIVA软件进行声场仿真,平面与曲面的声场仿真结果对比如图11所示。
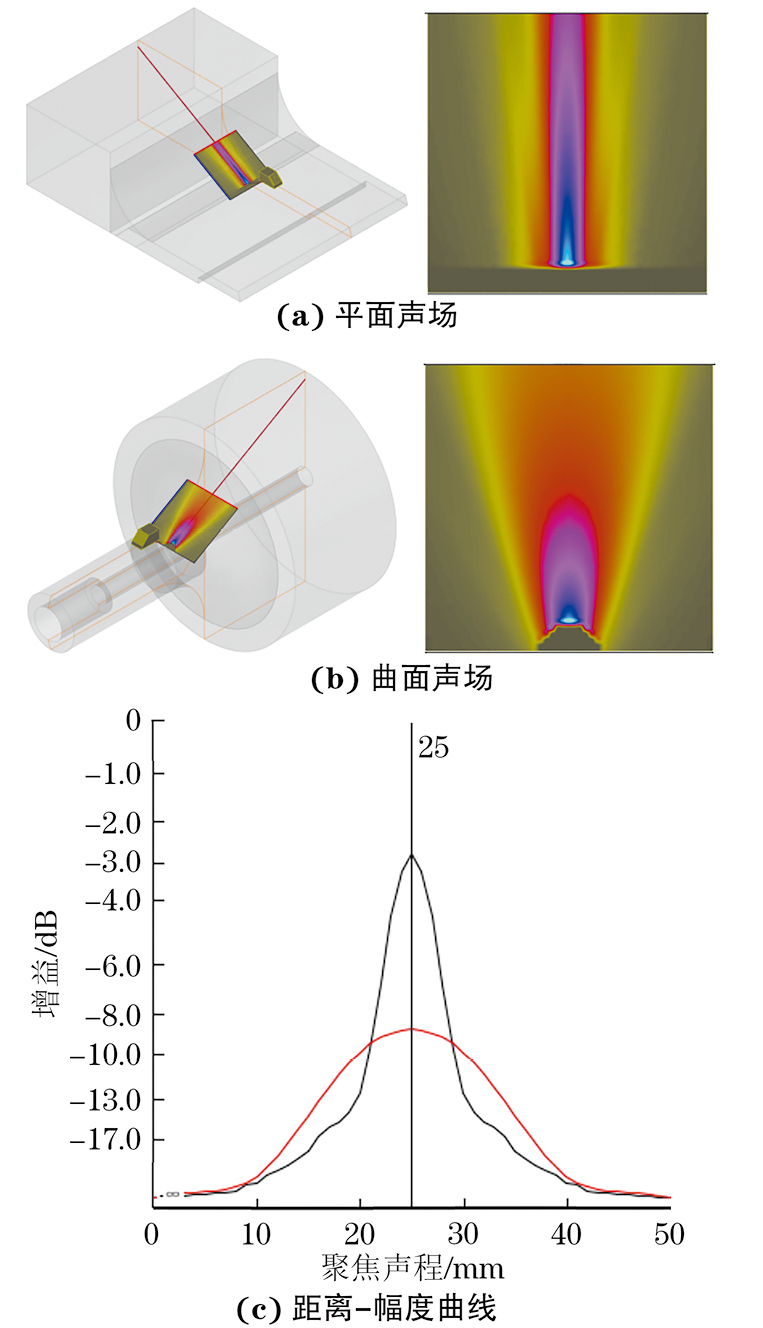
由声场仿真结果可知,曲面工件确实存在理论分析的两类问题。
为了使声能量聚集,提高分辨力和缺陷定量准确度,参照小径管PAUT采用自聚焦探头进行改善。首先,采用弧形晶片的自聚焦探头,在不改变晶片尺寸的情况下,使用CIVA软件对不同曲率半径的弧形晶片进行仿真,仿真结果如图12所示。
通过仿真分析,发现自聚焦探头能够在一定程度上提高声场能量,但效果还不明显。
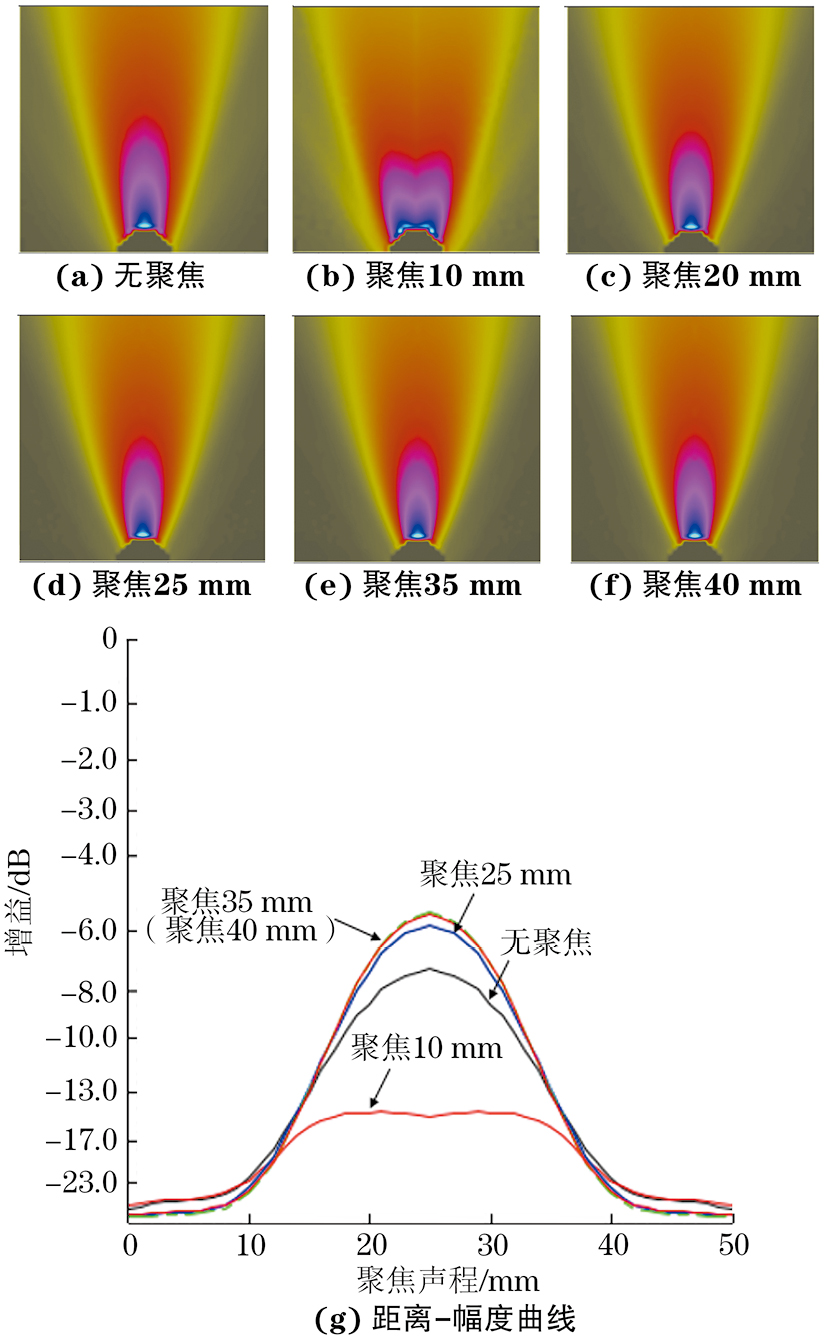
为了进一步提高声场能量,增大了晶片尺寸,经过仿真对比,效果较为明显(见图13)。但需要注意的是,增大了探头晶片尺寸,则增大了探头前沿,进而导致焊缝的可检区域减小。因此,需使用小前沿探头,虽然前沿减小会增加始脉冲宽度,但不会影响需使用到的声程范围。
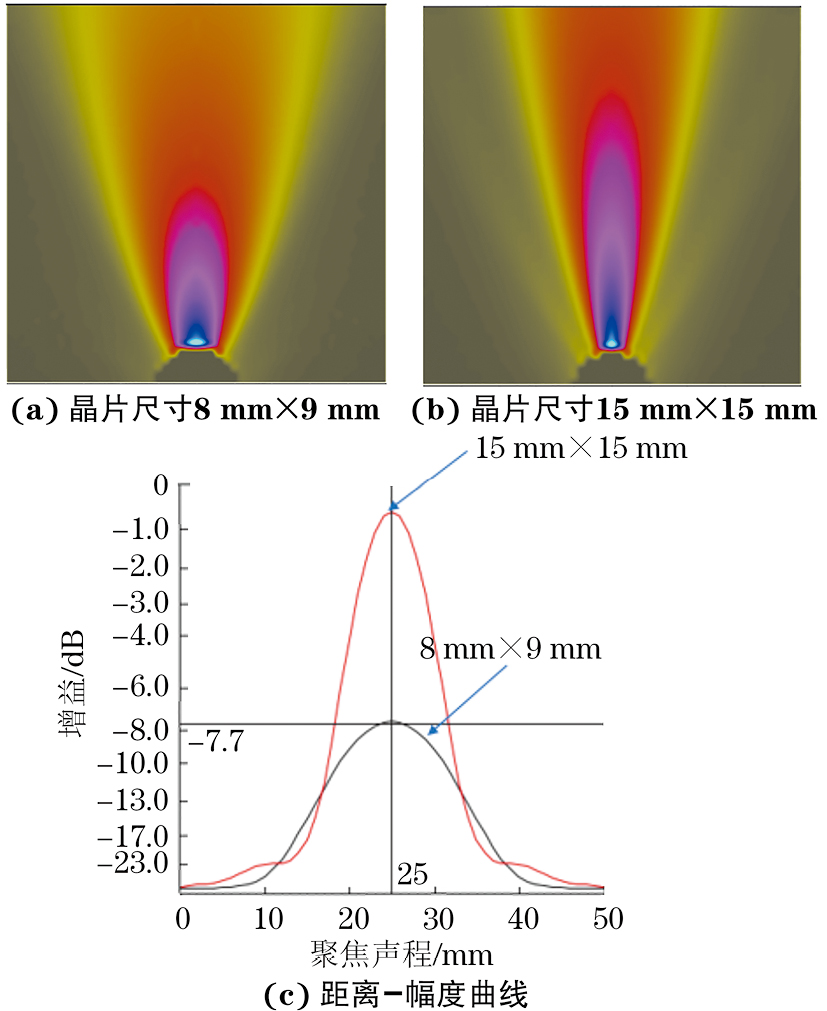
综上,采用较大晶片尺寸的自聚焦探头能够有效改善支管角焊缝的检测效果,但晶片的曲率半径应不小于35 mm,如采用较小曲率半径的自聚焦探头可能导致声场恶化[5]。
2.4 安全端异种钢焊缝检测
2.4.1 现状描述
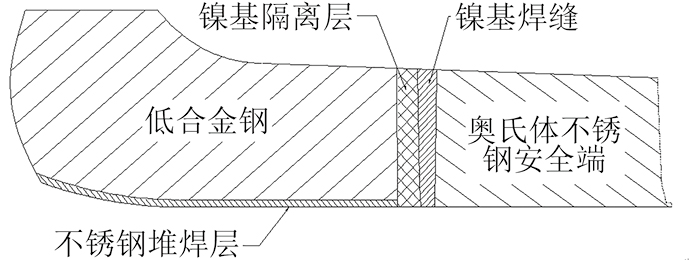
反应堆压力容器、蒸汽发生器和稳压器等核岛主设备均设计有安全端异种钢焊缝(结构见图14),焊缝具有结构复杂、晶粒粗大及材料各向异性的特点[6],常规超声检测存在信噪比差、声束畸变等问题。同时,还需要使用不同会聚深度的多个角度双晶纵波探头进行双面双侧扫查,检测效率低。
近年来,扇扫相控阵和全聚焦相控阵技术得到越来越多的研究,逐步应用于奥氏体不锈钢焊缝的检测中。
2.4.2 检测工艺验证
针对蒸汽发生器、反应堆压力容器等厚壁安全端异种钢焊缝,笔者选用频率为2.25 MHz,长度方向10晶片,宽度方向3列,阵元间距为1.9 mm,阵元宽度为4 mm的双矩阵探头进行检测。第一个位置的前端距为35 mm,楔块折射纵波角度为55°,聚焦深度为50 mm,扇扫角度为38°~70°。第二个位置的前端距为60 mm,楔块折射纵波角度为45°,聚焦深度为50 mm,扇扫角度为35°~55°;并在安全端异种钢焊缝试块上开展了验证试验。
(1)扇扫相控阵
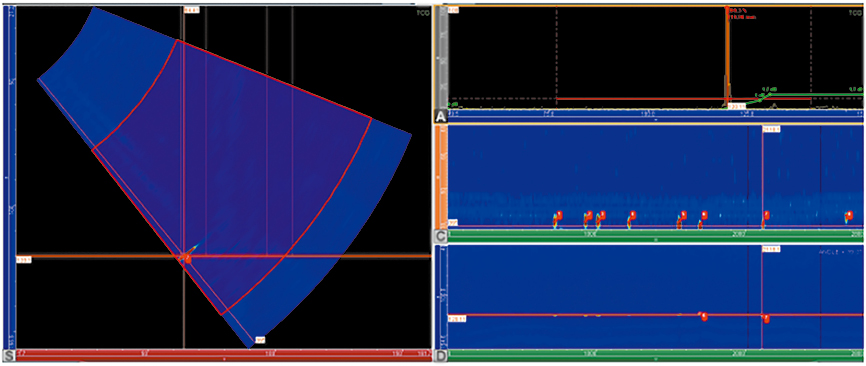
安全端异种钢焊缝扇扫相控阵超声验证结果如图15所示,由图15(a),(b)可见试块上距表面25,50,70 mm的ϕ2 mm横孔均能够清晰显示。由图15(c),(d)可见试块上的三个表面刻槽也能够有效检出。
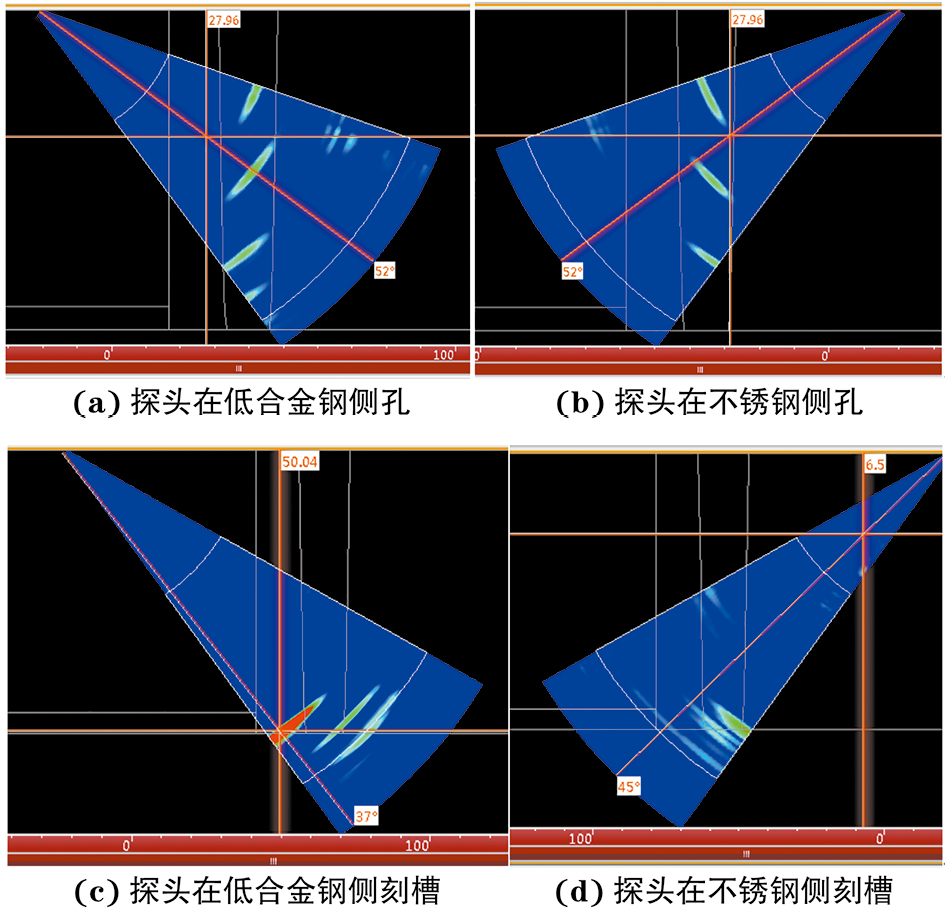
通过扇扫相控阵工艺验证试验,发现安全端异种钢焊缝扇扫相控阵检测具有较高的信噪比,能够有效提升超声检测效果。同时,采用双面双侧扫查,或者使用大角度楔块并缩小前端距,可覆盖焊缝近表面盲区。
(2)全聚焦相控阵
安全端异种钢焊缝全聚焦相控阵验证结果如图16所示,检测模式为L-L,可见试块上距表面50,70 mm的ϕ2 mm横孔,内表面的刻槽均能够清晰显示,距表面25 mm的ϕ2 mm横孔需要缩小前端距才能有较好的效果。
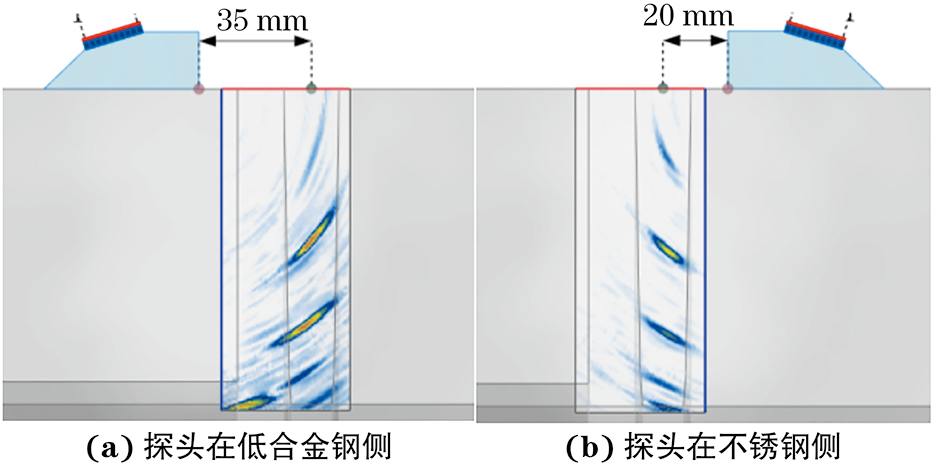
结果表明,安全端异种钢焊缝全聚焦相控阵检测也具有较高的信噪比,能够有效提升超声检测效果。同时,需要同步使用其他模式,如L-L-L,以提高其他类型缺陷的检测能力。
2.4.3 小结
通过安全端异种钢焊缝扇扫和全聚焦相控阵在对比试块上的验证结果可知,相控阵检测具有较高的信噪比,可有效提高超声检测效果,同时,可显著减少大壁厚粗晶焊缝的检测次数,大幅提高检测效率。
其他相控阵检测技术,如PWI-TFM、FMC-PCI、PWI-PCI等在经过验证的情况下也能有效用于安全端异种钢焊缝的超声检测。
3. 无损检测挂证网结语
先进超声检测技术在核岛主设备制造中有广阔的应用场景,但在使用中需要注意以下事项。
(1)如法规和设计不允许,先进超声检测技术只能用于内控阶段的检测。
(2)先进超声检测技术具有较高的缺陷检出率,可用于复核常规超声工作质量,保证核安全。如欲代替焊缝热处理前的射线检测,当无缺陷信号时风险小;当有缺陷信号时,建议针对有缺陷信号的部位补充拍片,以避免热处理后返修的风险。
(3)厚壁低合金钢焊缝检测时,TOFD多组探头同时检测时的效率高,但上、下表面有盲区,表面和近表面缺陷检出率低。PAUT或常规45°探头对探头相对面的表面和近表面缺陷敏感,检出率高。结合检测效率和检测效果,建议采用TOFD+PAUT联合检测的方式。
(4)民用核安全设备有较多的特殊结构,常规超声方法难以达到满意的检测效果,可以补充先进超声检测或借鉴相关技术特点设计开发专用检测技术,以保证核安全设备质量。
(5)粗晶焊缝常规超声检测存在信噪比低、检测效率不高等问题。建议从设计源头采取措施,使用相控阵超声完全代替常规超声检测。
