
增材制造,也称为3D打印,是一种以三维模型数据为基础,将材料逐层累加来制作物体的工艺[1]。增材制造在原材料利用率、制造自由度、功能性最优设计等方面具有明显优势,尤其适用于快速化、定制化、复杂结构工件的加工制造。
金属增材制造工艺受材料特性(粉末粒径、球形度等)、三维数字模型设计合理性、成形参数(扫描速度、功率、扫描间距、铺粉层厚等)及系统设置(保护气氛、预热温度等)的影响,成形件内部可能会存在孔隙、裂纹、熔合不良等缺陷,从而影响其致密度,导致其性能和质量不符合要求而无法使用[2-3]。以常用的粉末床熔融增材制造技术举例,国际标准化组织ISO/TC 261和美国材料试验协会增材制造技术委员会 联合发布了ISO/ASTM 52948:2022(E)Additive manufacturing of metals non-destructive testing and evaluation defect classification in PBF parts。该标准对现有检测技术观察到的SLM(选区激光熔融)成形件缺陷进行了归类整理,如表1所示。
| 缺陷类型 | 产生原因 |
|---|---|
| 孔隙 | 通常为气体诱发产生或工艺诱发产生。气体诱发主要来源于成形腔内气体,或原料中的被困气体。工艺诱发主要来源于光束衰减,导致材料未完全熔化;或者光束能量密度过高,导致熔体池过度熔化和熔池流体坍塌(匙孔) |
| 孔洞 | 包括不规则形状或拉长的空洞(工艺导致的孔隙,熔合不良)、球形空洞(气体导致,匙孔)、裂纹和跳层。孔洞空腔可以是空的,也可以是部分或全部被未熔透的粉末填充,因此孔洞产生的原因涵盖了各类具体缺陷的形成原因 |
| 熔合不良/未固结粉末 | 由局部激光功率下降、扫描速度过快、污染、飞溅和/或其他不正确设置的工艺参数产生的,导致零件的致密化程度不足。若层内存在该类缺陷,扫描时其会扩展到多层(垂直熔合不良),通常相对于扫描方向偏移一定角度 |
| 裂纹和分层 | 高强度(聚焦)光束和高冷却速度的SLM工艺可导致零件内部产生较大的热梯度。尤其是在大型零件中,冷却引起的残余应力会导致零件从基板上分离,或者导致零件内部产生裂纹 |
| 层内缺陷 | 在单个层内生长/传播的体积型缺陷,包括停止/启动缺陷、水平LOF、层状裂纹/分层和跳层。层内缺陷的z向高度大约和单层(<100 μm)差不多,包含的体积很小 |
| 跨层缺陷 | 在成形方向上生长/传播的体积型缺陷,扩展到多个层,如激光功率小、扫描速度过快等导致的垂直LOF |
| 被困粉末/滞粉 | 粉末床熔融特有的缺陷类型,其中非用于成形件的未熔化粉末被困在零件空腔内 |
| 夹杂 | 通常由粉末材料中存在的污染物或熔化的沉积物与成形室内气体中的污染物相互作用造成 |
其他增材制造工艺制备的成形件也会存在各种缺陷,标准和论文中使用的很多检测方法为破坏性的,如金相显微镜、扫描电镜观察,因此无法全面地统计内部缺陷类型和数量,进而关于致密度的统计数据较少。
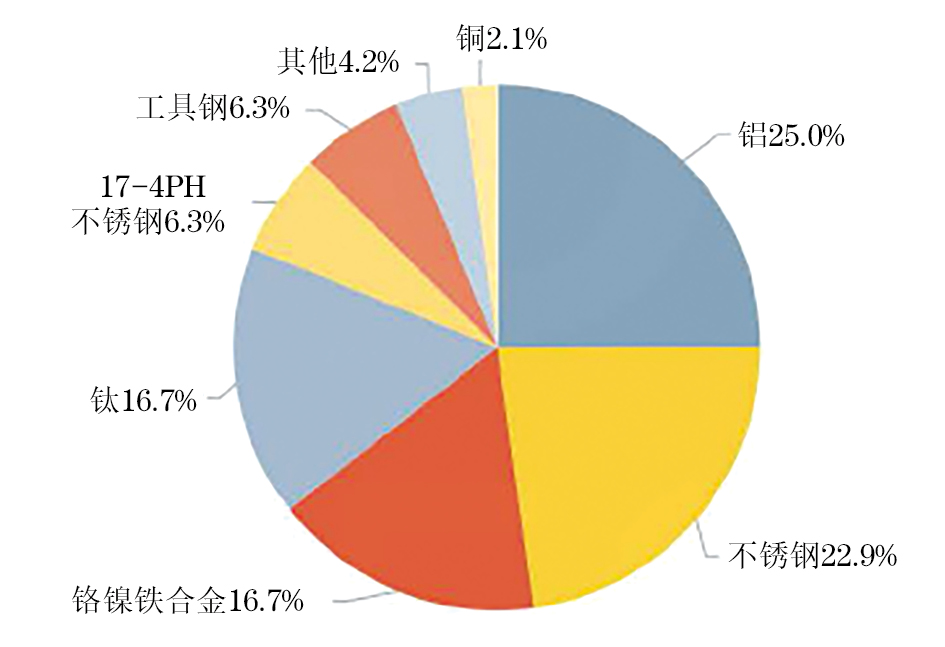
国际权威增材制造调研机构Wohlers Associate,Inc.发布的调研报告中统计了增材制造用各类金属的市场份额,如图1所示。其中铝合金份额为25.0%,不锈钢为22.9%,铬镍铁合金为16.7%,钛合金为16.7%,分别位居前四[4]。另外加上17-4PH不锈钢和工具钢,增材制造用钢的总量达到了35.5%。SLM工艺是增材制造工艺中最为典型的制造工艺。该工艺打印件尺寸精度较高,成形材料广泛,材料利用率高,且成形金属致密度高,因此选择该工艺制造的成形件作为致密度测试评价对象更有普遍性意义。
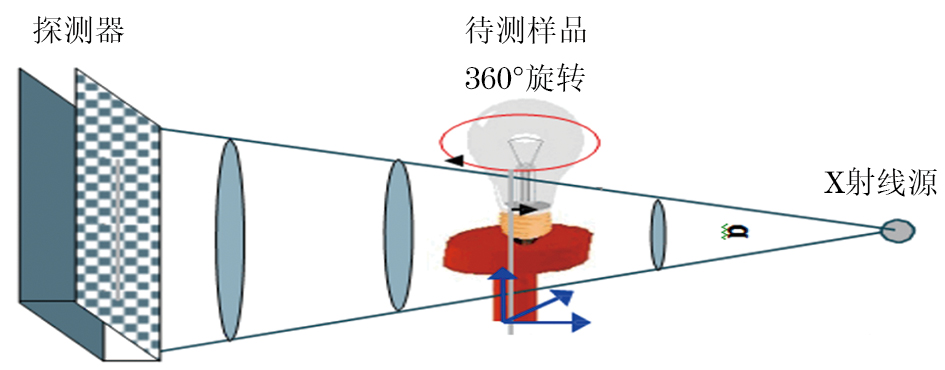
工业CT是工业用计算机层析成像技术的简称,能在对被测物体无损伤条件下,以二维断层图像或三维立体图像的形式,清晰、准确、直观地展示被测物体的内部结构、组成、材料及缺损状况[5-7],其原理示意如图2所示。
综上,文章采用增材制造中最常见的316L不锈钢为原材料、选区激光熔融为成形工艺制备316L成形件试件。引入工业CT技术对增材制造金属成形件进行高精度扫描,得到一系列成形件的二维断层图像,通过三维重构软件重构出成形件的三维立体图像。由图像分析软件测量出孔隙尺寸数据,计算得出成形件所有孔隙(缺陷)占总体积的比例,进而得出成形件的致密度数据。试验数据可为其他金属增材制造成形件的致密度测试提供参考,亦为分析致密度不佳的原因和优化成形工艺提供数据支撑。
1. 金属增材制造致密度测试方法现状
针对增材制造试件的孔隙类缺陷,尤其是气孔类缺陷,国内外学者们开展了大量的研究,常用的检测方法主要包括切片法、超声法、密度法及X射线法(含工业CT法)等。相比其他方法,X射线法具有实施方便快捷、准确率高的特点,还可同时给出孔隙缺陷的位置、形状、尺寸、球度等参数。目前,孔隙检测相关标准包括:VDG P 202Volume deficits of castings made from aluminium, magnesium, and zinc casting alloys;VDG P 201Volume deficits of non-ferrous metal castings;GB/T 44524—2024《增材制造 金属制件孔隙率 工业计算机层析成像(CT)检测方法》。
1.1 切片法
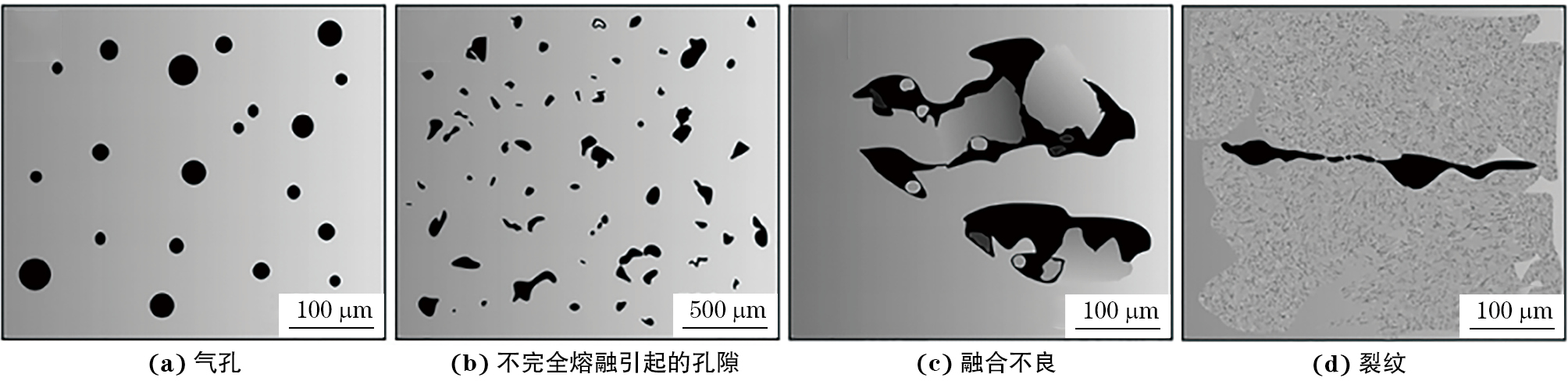
切片法是一种破坏性检测方法,首先对试件进行切割、研磨、抛光,再运用显微镜观察抛光面上的孔隙情况,4种不同类型的增材制造成形件的典型孔隙缺陷如图3所示。由于切片试验仅针对各自剖面的孔隙进行评定,无法展现缺陷的三维形貌,且测试的分辨率取决于所观察表面的表面状况以及所使用的工具。因此,该方法测得的孔隙缺陷可能与实际情况存在较大差异。
1.2 超声法
超声法属于非破坏性的检测方法,按探头与工件的接触方式主要分为接触式和非接触式两类。非接触式超声检测具有频带宽、空间分辨率高、具有特殊方向性、可快速全方位扫描、可远距离遥测等优点,受到了增材界的广泛关注。但研究发现,该方法的检测准确度受到增材制造件表面粗糙度、组织结构及缺陷对波散射作用的影响。有孔隙缺陷和无孔隙缺陷处的激光超声检测结果如图4所示,可知检测得到的孔隙缺陷尺寸为3~4 mm(设计值为2 mm),造成此现象的原因之一是扫描分辨率低,另一个原因是高频波在孔隙处发生衰减,只有低频长波信号通过材料,从而边缘尖锐问题较难解决。另外工业用超声测试的精度最高为0.1 mm,部分微小缺陷可能存在漏检的情况。因此,实际检测时需针对增材制造工艺产生的典型缺陷及不同的材料进行参数优化,同时采用更先进的信号处理系统以增强图像信噪比。

1.3 密度法
密度法是一种非破坏性检测方法,只能检测制件的整体孔隙率,并不能检测出孔隙的位置、形状、尺寸等参数。除此之外,密度法一般依据阿基米德原理通过水进行检测,故不能用来量化开放孔。同时,一些学者指出该方法的准确性依赖于成形件的缺陷类型、性质及表面粗糙度等因素。
综上,德国铸造协会的两份标准主要是基于平面金相显微镜检测法制定的,该检测法需要对被测件进行破坏性的剖切、磨抛,且剖切面不容易定位到内部孔隙严重部位,存在很大局限性,不适用于增材制造成形件复杂内外部结构的检测。相较于其他几种方法,GB/T 44524—2024更适用于增材制造成形件的孔隙率测定。
文章采用工业CT法检测增材制造制件的致密度,同时通过对大批量316L制件进行扫描检测,探索增材制造制件孔隙缺陷工业CT检测与工艺参数的关联关系,为提升制造工艺提供参考。
2. 试验方案设计
以金属增材制造中最常用的316L不锈钢粉末为原材料、选区激光熔化(SLM)为成形工艺制备316L成形件试件,采用工业CT法检测试件孔隙缺陷,并关联分析成形工艺参数对致密度的影响规律。主要研究内容如下。
(1)调整工业CT法扫描参数,获取较高清晰度的孔隙可视化3D图。
(2)分析不同批次316L试件的孔隙率、数量及尺寸分布情况。
(3)关联分析试件孔隙率与SLM成形工艺参数间的关系。
3. 试件制备及检测试验
316 L试件制备
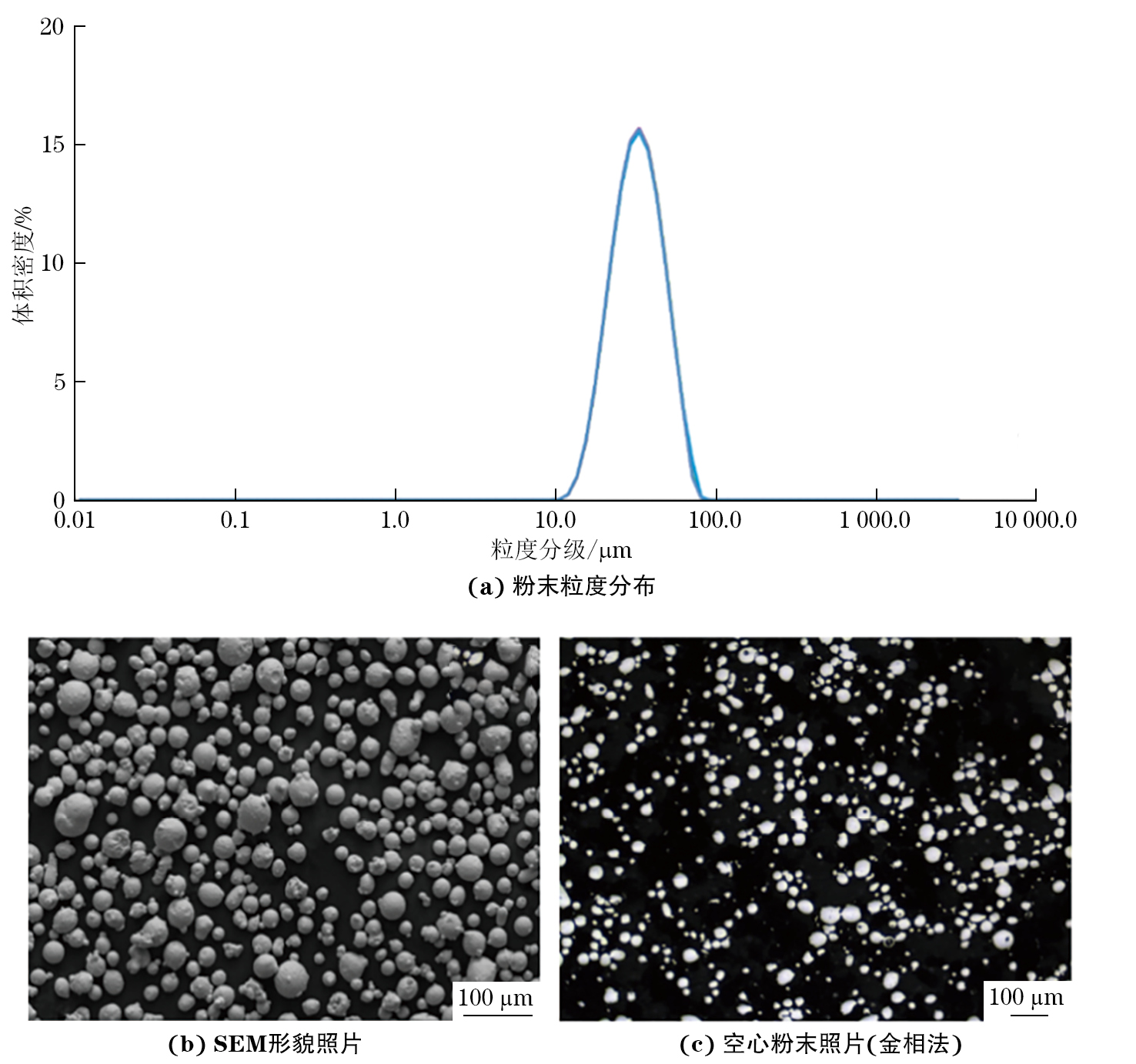
对粉末材料基本性能进行检测有助于从源头把控3D打印试件的质量,降低打印失败率,同时降低材料自身原因导致的缺陷,更便于分析缺陷与工艺间的关系。文章使用的316L金属粉末规格(粒径分布)为15~53 μm,对该批次的粉末进行质量检测,结果如表2,图5所示。根据标准GB/T 39254—2020 《增材制造 增材制造金属件机械性能评价通则》,采用随炉试件的方式制备ϕ≤5 mm的标准316L试件35件。
| 项目 | 数值 |
|---|---|
| 松装密度/(g·cm−3) | 4.13 |
| 振实密度/(g·cm−3) | 4.80 |
| 流动性 | 17 s/50 g |
| 粒度分布/μm | D10:19.9,D50:32.4,D90:51.4 |
| 空心粉率/% | 2.3 |
316 L试件CT扫描测试
试验采用型号为YXLON FF35 CT的工业CT检测仪,其基本性能参数如表3所示,采用VG STUDIO MAX 3.5分析软件,依据GB/T 44524—2024进行孔隙率分析。
| 射线管 | 射线管1 | 射线管2 | 扫描参数 | 数值 |
|---|---|---|---|---|
| 最大能量/kV | 225 | 190 | 测试方向 | 水平 |
| 最大功率/W | 320 | 80 | 零件最大尺寸(长×宽×高)/mm | 300×300×600 |
| 最小分辨率/μm | ≤4 | ≤0.5 | 精度 | 8 μm +L/75 [L=mm] |
| 探测器 | 平板探测器 | 零件最大质量/kg | 30 | |
| 有效区域(宽×长)/mm | 249×302 | 聚焦探测距离/mm | 620~1 160 | |
| 像素间距/μm | 139 | 功能操作距离/mm | 0~930 | |
| 像素矩阵 | 1 792×2 176 | 焦点垂直距离/mm | ~500 | |
| 速率/(帧·s−1) | 30 | 样品横向距离/mm | +/-150 | |
为了获取更高质量的316L试件内部质量数据,需要在试验之前进行设备调试,调试过程主要分为以下几步。
(1)根据样品大小和外形选择合适的夹具来摆放样品,样品尽量靠近转台中心摆放,夹具不宜进入扫描界面。工装应选用低密度材料制成,如泡沫、碳纤维材料、木材、塑料等,夹装时可使用低密度胶带进行固定并保证样品在扫描过程中不会晃动。
(2)根据样品的材料密度、结构、尺寸、最大穿透厚度等选择合适的射线能量(要保证穿透被检样品),对单一材料的样品,尽可能选择偏高的射线能量,以提高信噪比。
(3)在射线能力和强度允许的条件下,尽可能选用小焦点模式,提高空间分辨率。采用相同或高于被检样品材料的滤波片,以减少低能X射线,降低射线硬化的影响,同时降低散射作用和防止探测器饱和。
(4)根据样品尺寸和机械系统距离合理选择射线源至探测器、射线源至样品的距离,尽量将样品靠近射线源侧,在条件允许的情况下应选择较大的放大比,提高空间分辨率。
完成CT设备调试后,设置扫描参数对316L试件进行扫描,扫描区域长度为5 mm,直径为4 mm,精度为5 μm,具体的扫描参数如表4所示。
| 项目 | 参数 |
|---|---|
| 射线源 | 折射管225 kV |
| 管电压/kV | 200 |
| 管电流/μA | 100 |
| 滤片材料 | 铜 |
| 规格(厚度)/mm | 0.5 |
| 焦点模式 | Micro focus |
| 扫描模式 | 锥束扫描 |
| 扫描采样张数 | 1 800 |
| 放大倍数 | 30 |
| 焦点尺寸/μm | ≤6 |
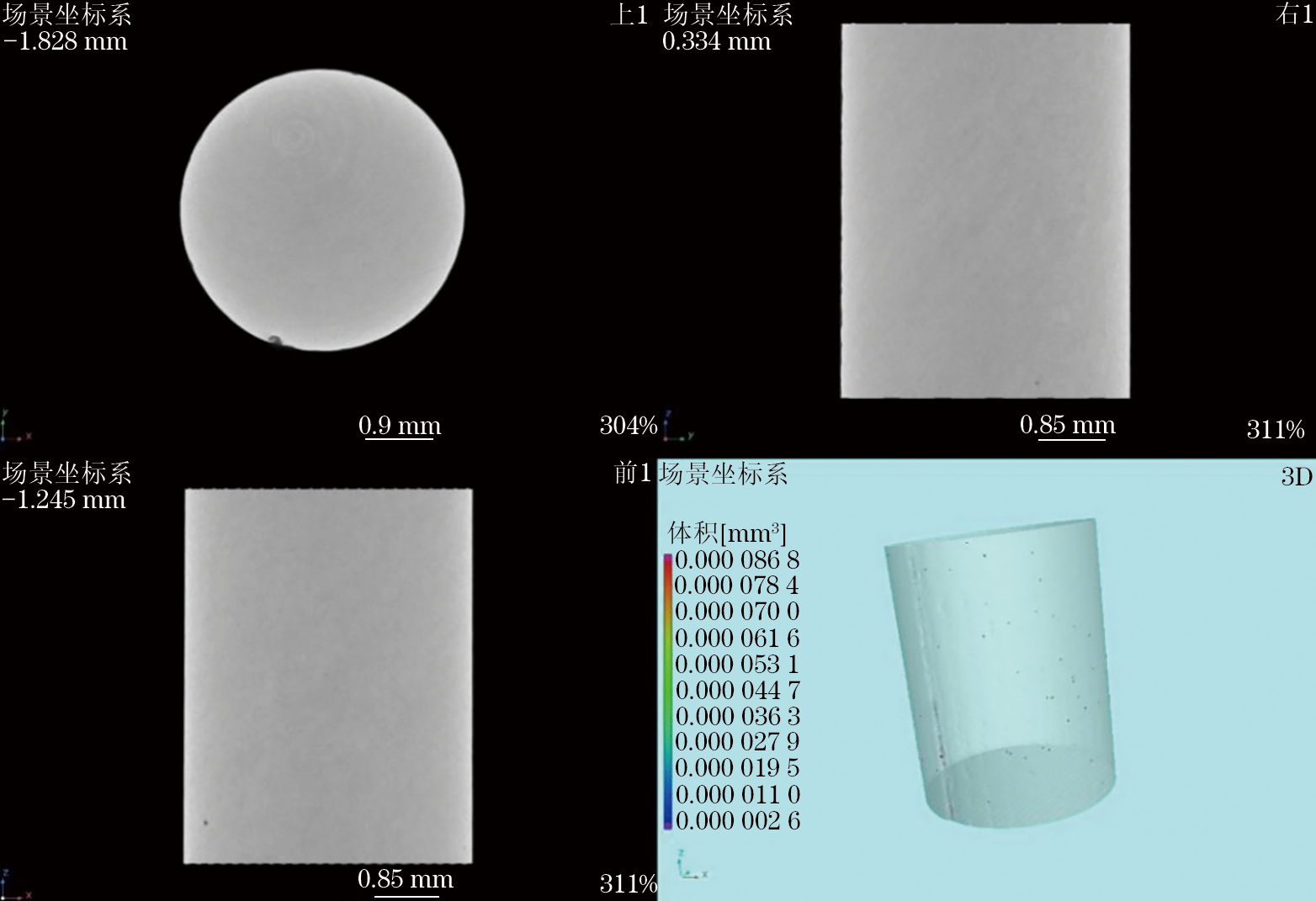
通过VG STUDIO MAX 3.5软件,将CT扫描获取的二维影像图片数据重构成三维立体数模,可直观显示各缺陷的位置、形状、尺寸的空间分布等信息。被测件不同角度视场下的图像显示如图6所示,3D视图中测试件上的小点是该件的缺陷,用不同颜色来表征缺陷的大小级别,直观描述了缺陷的空间分布情况。
3.3 致密度测试结果
经统计分析,该3D打印试件共有38处缺陷,最小缺陷体积为4 102.049 8 µm3,最大缺陷体积为86 816.267 9 µm3,缺陷信息如表5所示。测试件的实际体积为58.284 290 3 mm3,缺陷总体积为0.000 612 4 mm3,缺陷体积比例为0.001 05%,致密度则为99.998 95%。
| 序号 | 体积/µm3 | 位置x/mm | 位置y/mm | 位置z/mm |
|---|---|---|---|---|
| 1 | 86 816.267 9 | −1.194 | −1.236 | −2.036 |
| 2 | 44 747.172 1 | −0.651 | 0.387 | 0.184 |
| 3 | 38 950.376 6 | 0.318 | −0.307 | −2.365 |
| 4 | 34 846.114 4 | 0.180 | −0.741 | −2.093 |
| 5 | 32 283.875 0 | 1.250 | −0.019 | −1.594 |
| 6 | 22 300.901 0 | 1.776 | −2.221 | −0.359 |
| 7 | 21 349.535 0 | 0.427 | 0.457 | −2.46 |
| 8 | 20 475.399 7 | −1.176 | −0.746 | 1.831 |
| 9 | 19 517.487 1 | 0.489 | 0.872 | −1.399 |
| 10 | 16 553.831 3 | 1.602 | −0.476 | −0.603 |
| 11 | 15 744.799 4 | 0.904 | −0.416 | −2.111 |
| 12 | 14 898.172 6 | 2.237 | −1.229 | −2.368 |
| 13 | 14 448.101 0 | 1.466 | −0.722 | −0.09 |
| 14 | 13 577.619 9 | 1.792 | 0.178 | 0.173 |
| 15 | 13 490.547 6 | 0.708 | 0.654 | 1.283 |
| 16 | 13 225.742 8 | 1.563 | −0.024 | 0.408 |
| 17 | 13 169.968 0 | 0.185 | −2.000 | −2.571 |
| 18 | 12 518.880 8 | −1.052 | −1.704 | −2.113 |
| 19 | 12 152.181 6 | −0.081 | 0.714 | −0.752 |
| 20 | 12 011.097 2 | 2.141 | −1.531 | −1.785 |
| 21 | 11 347.939 1 | 1.115 | −2.741 | 2.134 |
| 22 | 11 322.048 5 | 2.006 | −1.719 | −0.147 |
| 23 | 11 193.959 8 | −0.858 | −0.321 | 1.759 |
| 24 | 9 602.345 9 | 2.157 | −1.644 | −0.736 |
| 25 | 8 942.804 9 | 1.313 | 0.102 | −2.182 |
| 26 | 8 938.103 7 | −0.682 | 0.253 | 2.233 |
| 27 | 8 419.408 0 | 1.323 | −2.619 | 1.031 |
| 28 | 8 313.792 9 | 1.973 | −1.412 | −0.609 |
| 29 | 8 208.912 7 | −1.220 | −1.906 | 2.264 |
| 30 | 7 734.519 4 | 0.802 | 0.116 | 1.897 |
| 31 | 7 728.064 7 | 0.514 | 0.728 | 0.609 |
| 32 | 6 184.997 3 | 2.167 | −0.798 | −0.922 |
| 33 | 6 160.392 8 | −0.094 | −2.524 | 0.646 |
| 34 | 5 557.808 9 | 1.862 | −2.017 | 0.996 |
| 35 | 5 406.876 4 | −0.397 | 0.290 | −2.520 |
| 36 | 5 237.141 5 | −0.760 | −2.413 | −0.681 |
| 37 | 4 881.241 7 | −0.311 | 0.031 | 0.952 |
| 38 | 4 102.049 8 | 1.768 | 0.321 | −0.575 |
4. SLM工艺对试件致密度的影响分析
在单次测试基础上,为了分析316L试件的缺陷与SLM成形工艺的关系,试验比较了35组不同工艺制备的316L试件,各试件的SLM成形参数如表6所示。
| 序号 | 扫描速度v/(mm · s-1) | 功率P/W | 层厚h/μm | 扫描间距d/μm | 光斑直径/μm | 能量密度Ed/(J · μm-3) |
|---|---|---|---|---|---|---|
| 1 | 400 | 370 | 40 | 110 | 100 | 2.10×10-7 |
| 2 | 600 | 370 | 40 | 110 | 100 | 1.40×10-7 |
| 3 | 800 | 370 | 40 | 110 | 100 | 1.05×10-7 |
| 4 | 1 000 | 370 | 40 | 110 | 100 | 8.41×10-8 |
| 5 | 1 200 | 370 | 40 | 110 | 100 | 7.01×10-8 |
| 6 | 1 400 | 370 | 40 | 110 | 100 | 6.01×10-8 |
| 7 | 1 600 | 370 | 40 | 110 | 100 | 5.26×10-8 |
| 8 | 400 | 340 | 40 | 110 | 100 | 1.93×10-7 |
| 9 | 600 | 340 | 40 | 110 | 100 | 1.29×10-7 |
| 10 | 800 | 340 | 40 | 110 | 100 | 9.66×10-8 |
| 11 | 1 000 | 340 | 40 | 110 | 100 | 7.73×10-8 |
| 12 | 1 200 | 340 | 40 | 110 | 100 | 6.44×10-8 |
| 13 | 1 400 | 340 | 40 | 110 | 100 | 5.52×10-8 |
| 14 | 1 600 | 340 | 40 | 110 | 100 | 4.83×10-8 |
| 15 | 400 | 300 | 40 | 110 | 100 | 1.70×10-7 |
| 16 | 600 | 300 | 40 | 110 | 100 | 1.14×10-7 |
| 17 | 800 | 300 | 40 | 110 | 100 | 8.52×10-8 |
| 18 | 1 000 | 300 | 40 | 110 | 100 | 6.82×10-8 |
| 19 | 1 200 | 300 | 40 | 110 | 100 | 5.68×10-8 |
| 20 | 1 400 | 300 | 40 | 110 | 100 | 4.87×10-8 |
| 21 | 1 600 | 300 | 40 | 110 | 100 | 4.26×10-8 |
| 22 | 400 | 260 | 40 | 110 | 100 | 1.48×10-7 |
| 23 | 600 | 260 | 40 | 110 | 100 | 9.85×10-8 |
| 24 | 800 | 260 | 40 | 110 | 100 | 7.39×10-8 |
| 25 | 1 000 | 260 | 40 | 110 | 100 | 5.91×10-8 |
| 26 | 1 200 | 260 | 40 | 110 | 100 | 4.92×10-8 |
| 27 | 1 400 | 260 | 40 | 110 | 100 | 4.22×10-8 |
| 28 | 1 600 | 260 | 40 | 110 | 100 | 3.69×10-8 |
| 29 | 400 | 240 | 40 | 110 | 100 | 1.36×10-7 |
| 30 | 600 | 240 | 40 | 110 | 100 | 9.09×10-8 |
| 31 | 800 | 240 | 40 | 110 | 100 | 6.82×10-8 |
| 32 | 1 000 | 240 | 40 | 110 | 100 | 5.45×10-8 |
| 33 | 1 200 | 240 | 40 | 110 | 100 | 4.55×10-8 |
| 34 | 1 400 | 240 | 40 | 110 | 100 | 3.90×10-8 |
| 35 | 1 600 | 240 | 40 | 110 | 100 | 3.41×10-8 |
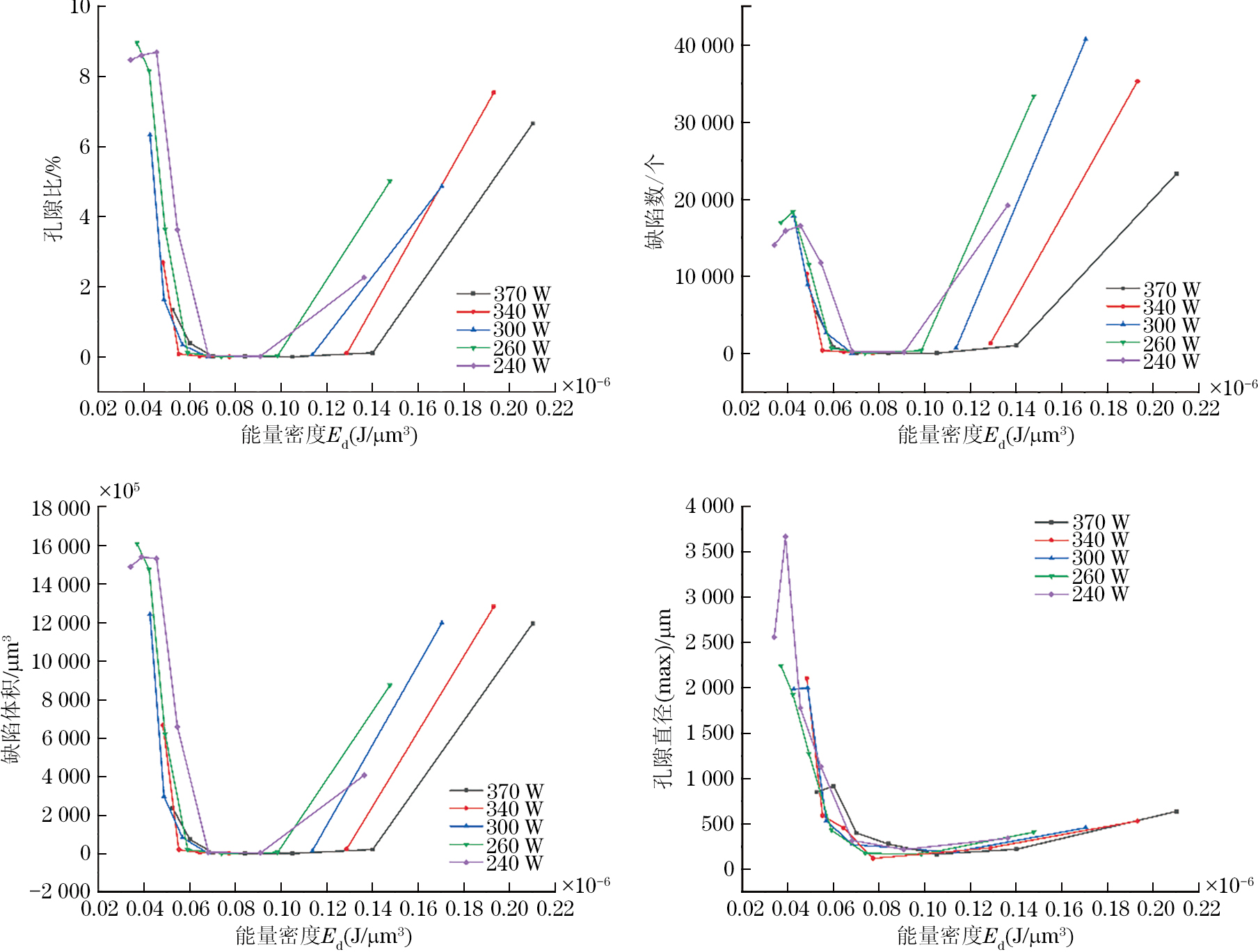
以316L成形工艺参数中的激光能量P、扫描速度v、层厚h、扫描间距d4项重要参数计算出成形过程中激光的能量密度Ed,计算公式为:Ed=P/(v×h×d),单位为J/μm3。以Ed值为横坐标,分别以最大孔隙直径、孔隙率、缺陷数量、缺陷体积为纵坐标作图,分析工艺参数对试棒缺陷参数的影响规律,结果如图7所示。由图7可知,最大孔隙直径、孔隙比、缺陷个数、缺陷体积随Ed的增大先急剧减小随后再增大,但随着激光能量增加,最大缺陷直径的变化趋势与其他3个指标相比较为平缓,其他3个指标变化趋势相同;当Ed为(0.6~1.0)×10-7J/μm3时,孔隙比、缺陷个数、缺陷体积变化均小于最大孔隙直径的变化。
不同激光功率下,扫描速度对试件缺陷的影响如图8所示,可知当激光功率一定时,随扫描速度增大,试件的孔隙缺陷体积、个数、孔隙比和直径均出现先减小后增大的趋势。分析认为其原因为:当激光功率一定时,在低扫描速率状态下,激光在同一区域停留时间过长,粉末熔化量增加,延长了熔道的凝固时间,从而使熔道在凝固过程中吸附更多粉末,在之后的铺粉过程中,大量粉末黏附在一起形成小球,反过来影响熔道的流动稳定性,同时,更多粉末被熔池“吞噬”后,使得微熔池尺寸过大,以至于相邻两熔道间重叠过多,新熔化的粉末有向一侧汇聚的倾向,则熔道铺平流动受阻,因而,有较多缺陷产生。且随着扫描速度增加,表面无足够的时间堆积大的熔池球,有利于激光越过熔池球直接对粉末进行加热,同时熔化粉末还能通过匙孔效应将能量传递给基体,从而增加激光在基体的重熔深度,增强试件层与层之间的结合力。但当扫描速度过大时,单位时间内能量输入较小,会导致粉末颗粒熔化不充分,熔道之间不连续,从而导致缺陷产生。
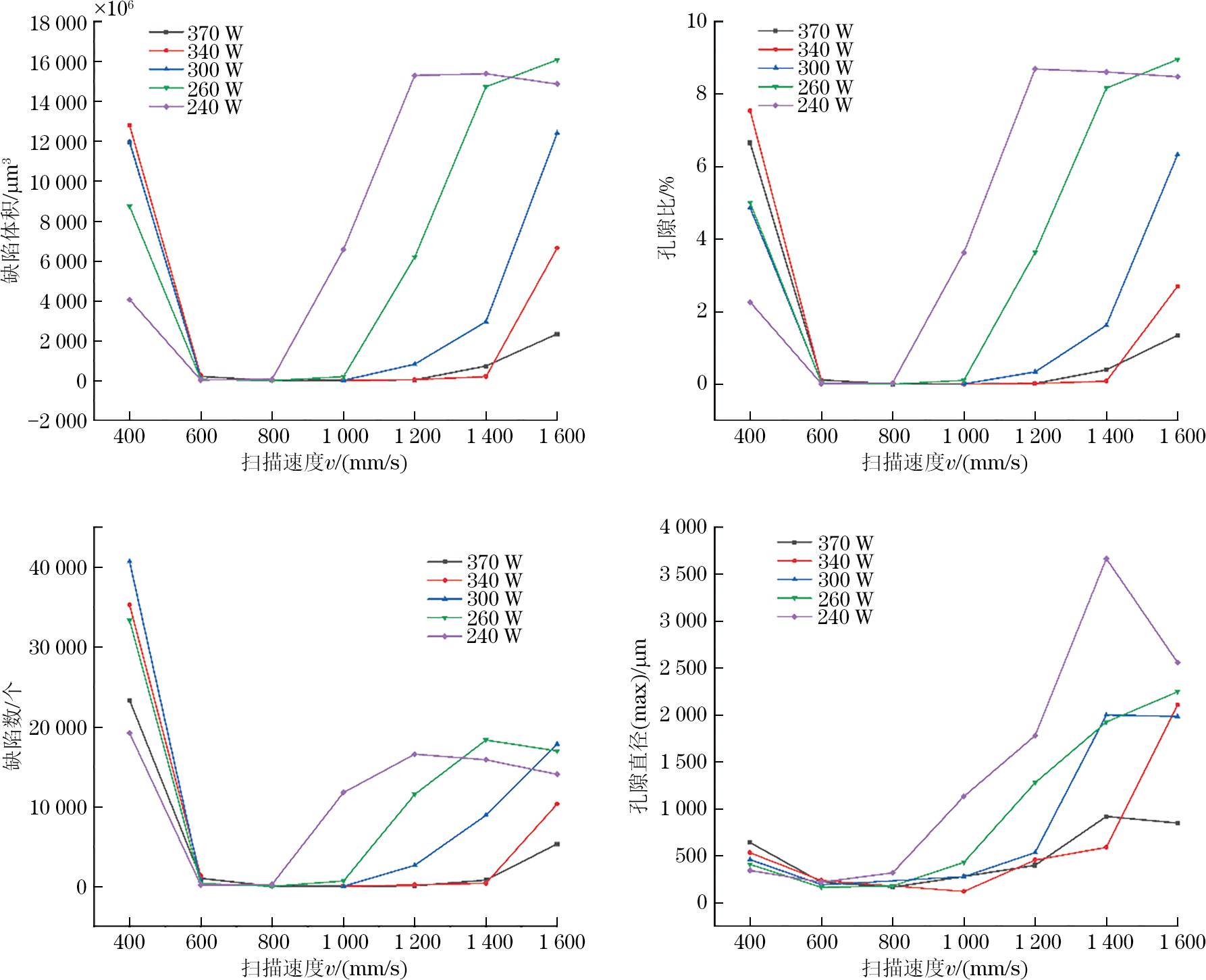
由图8还可以看出,不管激光功率是多少,扫描速度为600~800 mm/s时制备试件的孔隙缺陷个数、体积、孔隙比和直径始终是最小的,且孔隙尺寸范围相对较小;相对大的扫描速度比相对小的扫描速度更易导致试件中大尺寸缺陷的产生。
5. 无损检测挂证结论
工业CT法为评价3D打印成形件质量状况提供了精确和直观的新途径。选择工业CT进行致密度测试时,建议选择微/纳焦点工业CT,并根据样品材料、尺寸、结构等特性选择合适的工业CT扫描参数,并制定工艺卡。对于小尺寸试件,可以得到较为清晰的三维扫描图像,直观地检测出金属3D打印成形件的孔洞、裂纹等缺陷,并实现缺陷的定位、定量测量,准确得出测试件的致密度。对于大尺寸的金属增材制造成形件,微焦点工业CT会存在无法穿透或空间分辨率较低的问题,建议采用随炉试件的方式制备小尺寸的样品进行扫描分析。这也是目前对于大尺寸件的最佳替代分析方式。
由不同工艺参数制备的35批次316L试件的致密度检测结果分析可知,无论激光功率是多少,扫描速度为600~800 mm/s时制备试件的孔隙缺陷个数、体积、孔隙比和直径始终是最小的,且孔隙尺寸范围相对较小。
